HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Uživatelská příručka
Stránka 130
130
Obráběcí cykly: Frézování kapes / Frézování čepů / Frézování drážek
5.2 PRA
V
OÚHLÁ KAPSA (cyklus
251, DIN/ISO: G251, volitelný sof
tware
Advanced programming features – Pokro
čilé programovací funkce)
U
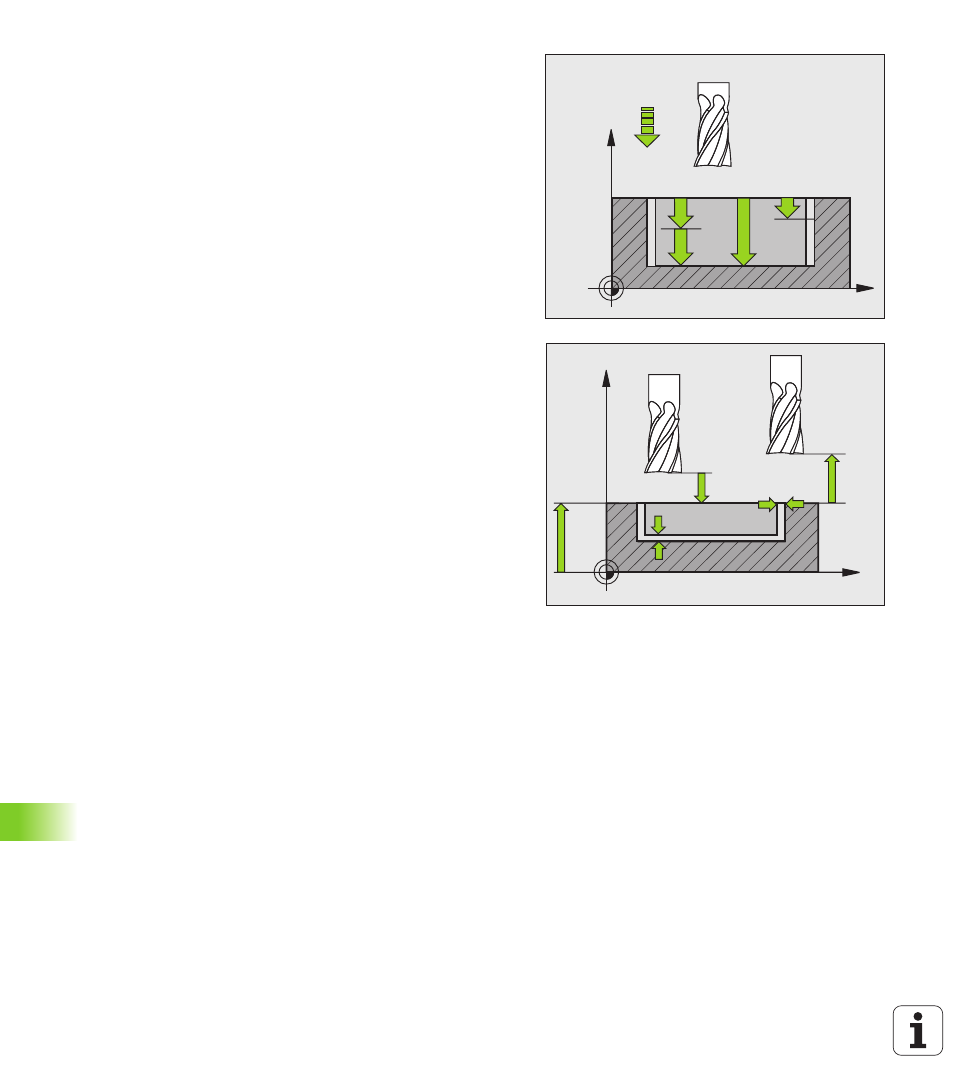
Hloubka Q201 (inkrementálně): vzdálenost povrch
obrobku – dno kapsy. Rozsah zadávání -99 999,9999
až 99 999,9999
U
Hloubka přísuvu Q202 (inkrementálně): rozměr, o nějž
se nástroj pokaždé přisune; zadejte hodnotu větší než
0. Rozsah zadávání 0 až 99 999,9999
U
Přídavek na dokončení dna Q369 (inkrementálně):
přídavek na dokončení pro dno. Rozsah zadávání
0 až 99 999,9999
U
Posuv přísuvu do hloubky Q206: pojezdová rychlost
nástroje při pojezdu do hloubky v mm/min. Rozsah
zadávání 0 až 99 999,999; alternativně FAUTO, FU,
FZ
U
Přísuv při dokončování Q338 (inkrementálně): rozměr,
o který se nástroj v ose vřetena přisune při
dokončování. Q338=0: dokončení jedním přísuvem.
Rozsah zadávání 0 až 99 999,9999
U
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost mezi čelem nástroje a povrchem obrobku.
Rozsah zadávání 0 až 99 999,9999
U
Souřadnice povrchu obrobku Q203 (absolutně):
absolutní souřadnice povrchu obrobku. Rozsah
zadávání -99 999,9999 až 99 999,9999
U
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly). Rozsah
zadávání 0 až 99 999,9999
X
Z
Q201
Q206
Q202
Q338
X
Z
Q200
Q20
Q20
Q36
Q36