Provádění cyklu, Dodržovat při programování, Provádění cyklu dodržovat při programování – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Uživatelská příručka
Stránka 186
186
Obráběcí cykly: Obrysová kapsa
7.9 OTEV
Ř
ENÝ OBR
Y
S (cyklus
25, DIN/ISO: G125, volitelný sof
tware
Advanced programming features – Pokro
čilé programovací funkce)
7.9 OTEVŘENÝ OBRYS
(cyklus 25, DIN/ISO: G125,
volitelný software Advanced
programming features –
Pokročilé programovací
funkce)
Provádění cyklu
Tímto cyklem lze obrobit ve spojení s cyklem 14 OBRYS otevřené a
uzavřené obrysy.
Cyklus 25 OTEVŘENÝ OBRYS nabízí oproti obrábění obrysu
polohovacími bloky značné výhody:
TNC kontroluje obrábění na zaříznutí a na poškození obrysu. Obrys
překontrolujete pomocí testovací grafiky.
Je-li rádius nástroje příliš velký, pak se musí obrys na vnitřních
rozích případně doobrobit.
Obrábění se dá provést průběžně sousledně nebo nesousledně.
Způsob frézování zůstane dokonce zachován i tehdy, když se
provede zrcadlení obrysů.
Při více přísuvech může TNC pojíždět nástrojem vratně v obou
směrech: tím se zkrátí doba obrábění.
Přídavky můžete zadat i tak, aby se hrubovalo a dokončovalo ve
více pracovních operacích.
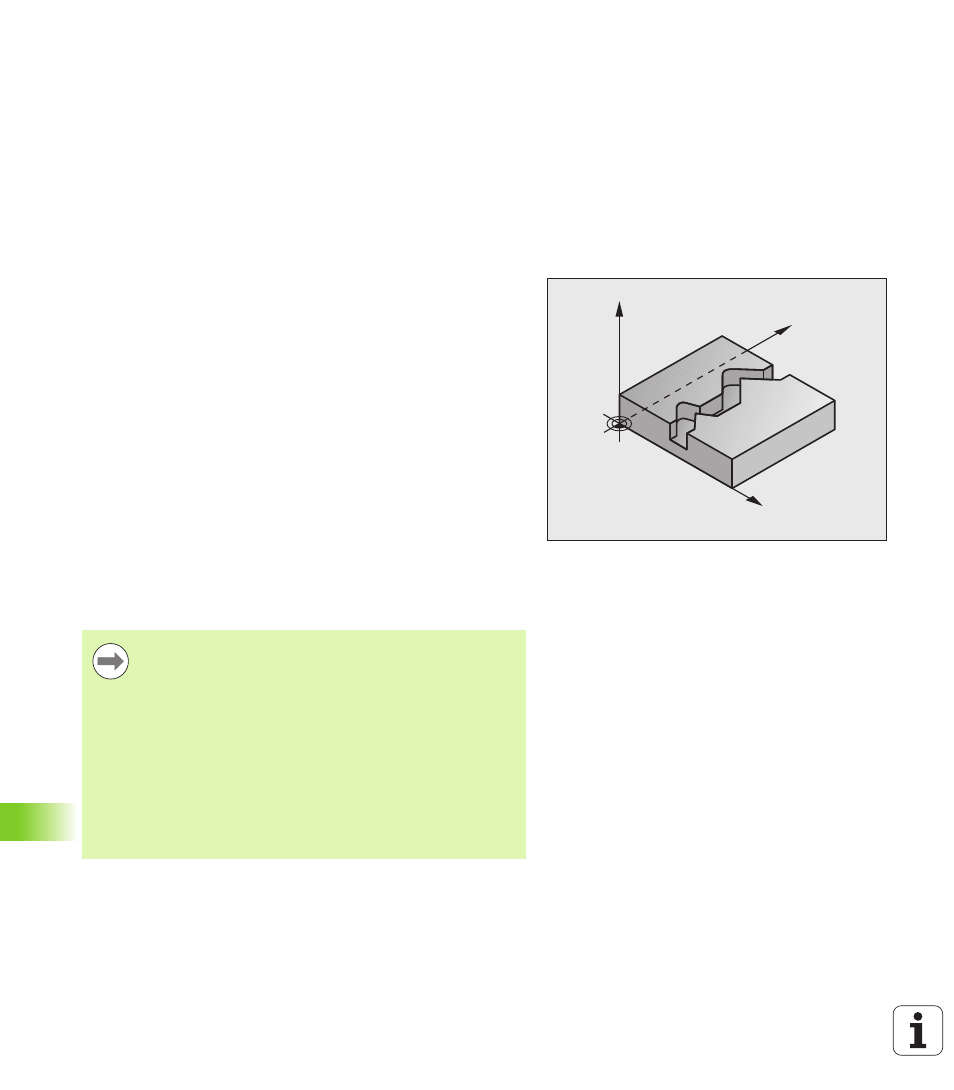
Dodržovat při programování!
Y
X
Z
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC cyklus
neprovede.
TNC bere zřetel pouze na první návěstí (Label) z cyklu 14
OBRYS.
Paměť pro jeden SL-cyklus je omezená. V jednom
SL-cyklu můžete naprogramovat maximálně 16384
obrysových prvků.
Cyklus 20 OBRYSOVÁ DATA není potřebný.
Přídavné funkce M109 a M110 nejsou účinné při obrábění
obrysu cyklem 25.