Provádění cyklu, Programovací funkce) – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Uživatelská příručka
Stránka 148
148
Obráběcí cykly: Frézování kapes / Frézování čepů / Frézování drážek
5.6 PRA
V
OÚHLÝ
Č
EP (cyklus 256, DIN/ISO: G256, volitelný sof
tware
Advanced programming features – Pokro
čilé programovací funkce)
5.6 PRAVOÚHLÝ ČEP (cyklus 256,
DIN/ISO: G256, volitelný
software Advanced
programming features –
Pokročilé programovací
funkce)
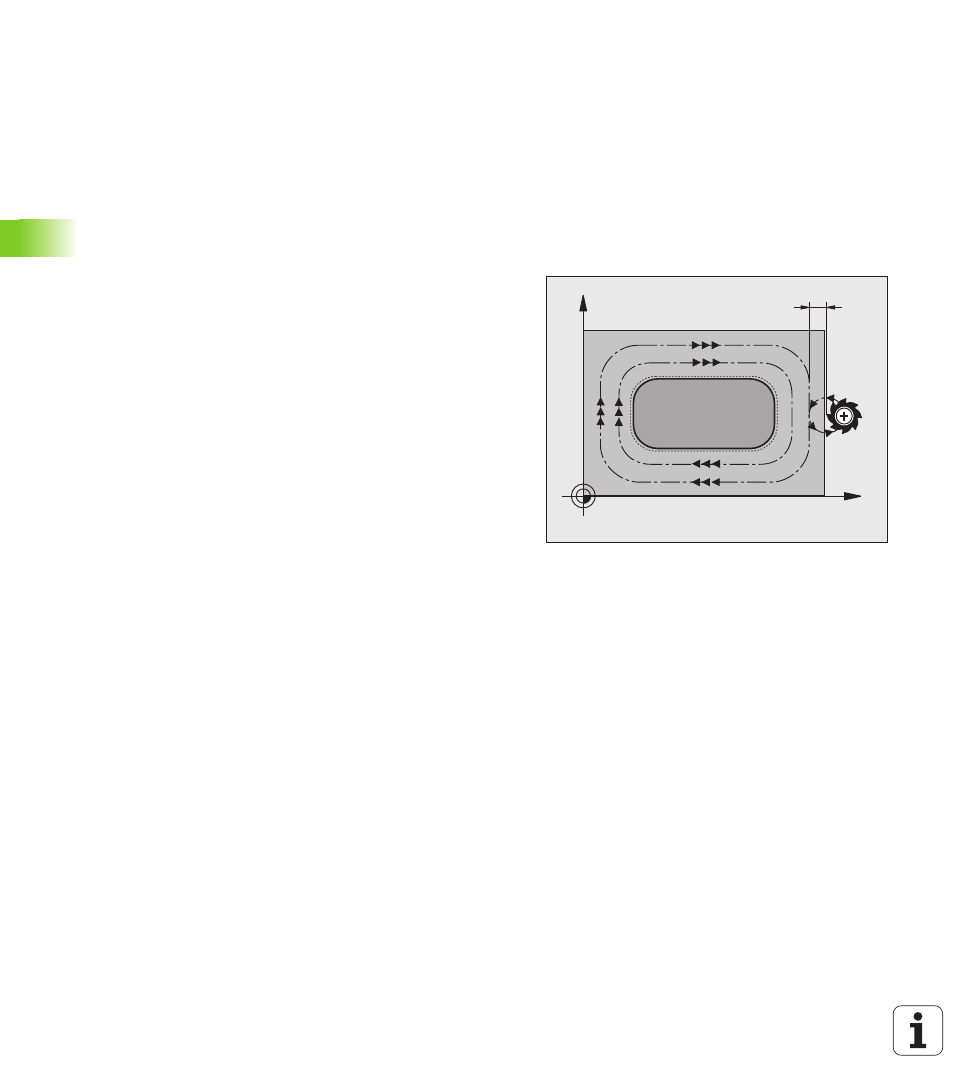
Provádění cyklu
Cyklem pravoúhlého čepu 256 můžete obrábět pravoúhlý čep. Je-li
míra polotovaru větší než je maximálně možný boční přísuv, tak TNC
provede několik bočních přísuvů, až se dosáhne koncová míra.
1 Nástroj vyjede z výchozí pozice cyklu (střed čepu) v kladném
směru X do výchozí pozice obrábění čepu. Výchozí pozice leží
2 mm vpravo vedle polotovaru čepu
2 Stojí-li nástroj na 2. bezpečné vzdálenosti, přejede TNC
rychloposuvem FMAX na bezpečnou vzdálenost a odtud posuvem
pro přísuv do hloubky na první hloubku přísuvu
3 Potom najede nástroj tangenciálně půlkruhem na obrys čepu a
ofrézuje jeden oběh.
4 Nelze-li dosáhnout konečný rozměr jedním oběhem, tak TNC v
aktuální hloubce přísuvu bočně přisune nástroj a poté frézuje další
oběh. TNC přitom bere do úvahy rozměr polotovaru, konečný
rozměr a povolený boční přísuv. Tento postup se opakuje, až se
dosáhne definovaný konečný rozměr.
5 Pak nástroj odjede tangenciálně půlkruhem zpět od obrysu do
výchozího bodu obrábění čepu.
6 Poté TNC přejede s nástrojem do další hloubky přísuvu a obrábí
čep v této hloubce.
7 Tento postup se opakuje, až se dosáhne naprogramované
hloubky.
X
Y
2mm