HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Uživatelská příručka
Stránka 70
70
Obráběcí cykly: Vrtání
3.5 VYVRTÁVÁNÍ (cyklus 202, DIN/ISO:
G202, volitelný sof
tware Advanced
programming features – Pokro
čilé programovací funkce)
U
Směr vyjetí (0/1/2/3/4) Q214: definice směru, ve
kterém TNC odjede nástrojem ze dna díry (po
provedení orientace vřetena)
U
Úhel pro orientaci vřetena Q336 (absolutně): úhel,
na nějž TNC napolohuje nástroj před odjetím. Rozsah
zadávání -360,000 až 360,000
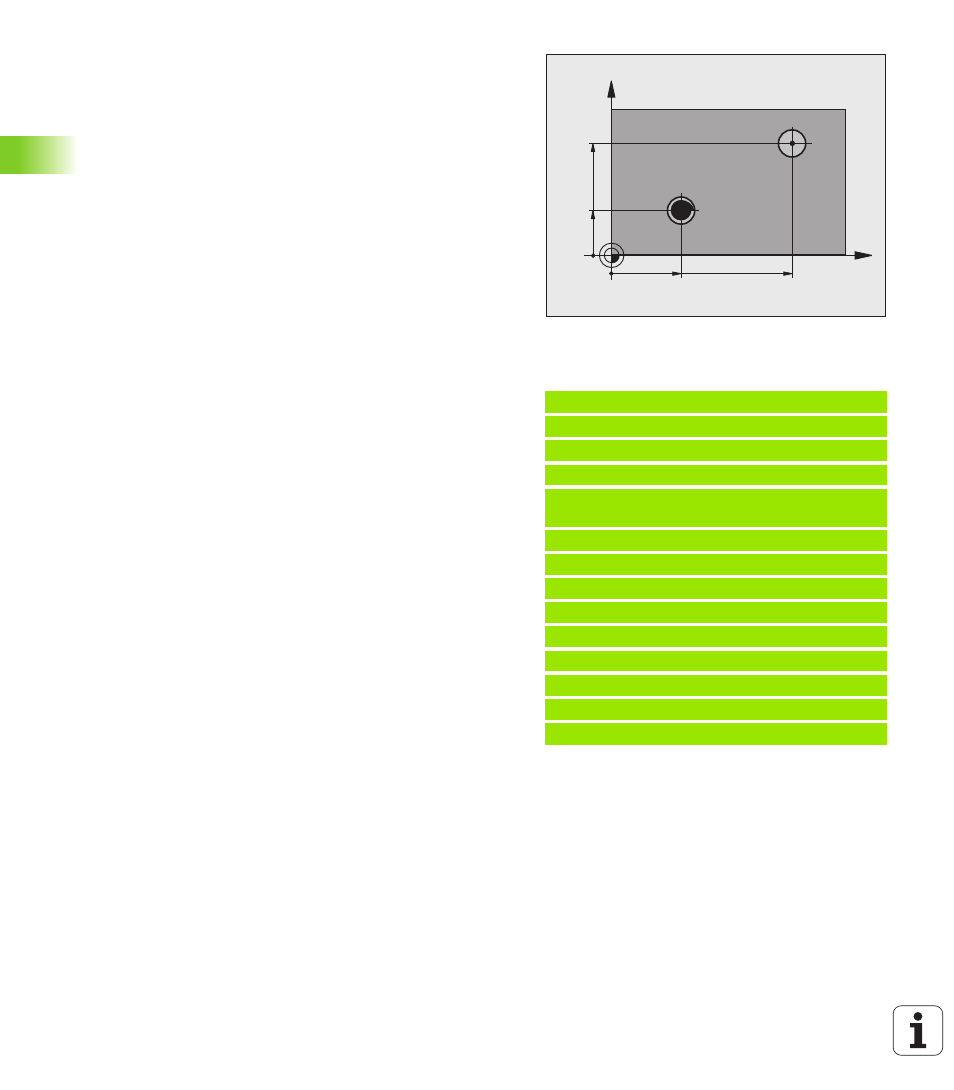
Příklad:
10 L Z+100 R0 FMAX
11 CYCL DEF 202 VYVRTÁVÁNÍ
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q201=-15 ;HLOUBKA
Q206=100 ;POSUV PŘÍSUVU DO
HLOUBKY
Q211=0,5 ;ČASOVÁ PRODLEVA DOLE
Q208=250 ;POSUV PRO VYJETÍ
Q203=+20 ;SOUŘADNICE POVRCHU
Q204=100 ;2. BEZPEČNÁ VZDÁLENOST
Q214=1
;SMĚR ODJETÍ
Q336=0
;ÚHEL VŘETENA
12 L X+30 Y+20 FMAX M3
13 CYCL CALL
14 L X+80 Y+50 FMAX M99
30
X
Y
20
80
50
0
nástrojem nevyjíždět
1
vyjet nástrojem v záporném směru hlavní osy
2
vyjet nástrojem v záporném směru vedlejší osy
3
vyjet nástrojem v kladném směru hlavní osy
4
vyjet nástrojem v kladném směru vedlejší osy