Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Uživatelská příručka
Stránka 357
HEIDENHAIN TNC 620
357
15.13 VZT
A
ŽNÝ BOD JEDNOTLIVÉ OSY (cyklus 419, DIN/ISO: G419)
15.13VZTAŽNÝ BOD JEDNOTLIVÉ
OSY (cyklus 419, DIN/ISO:
G419)
Provádění cyklu
Cyklus dotykové sondy 419 změří libovolnou souřadnici v
jedné volitelné ose a nastaví tuto souřadnici jako vztažný bod.
Volitelně TNC také zapíše naměřenou souřadnici do tabulky nulových
bodů nebo tabulky Preset.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota
ze sloupce FMAX) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na stránce 285) k programovanému bodu
snímání
1
. TNC přitom přesazuje dotykovou sondu proti
naprogramovanému směru snímání o bezpečnou vzdálenost
2 Poté jede dotyková sonda na zadanou výšku měření a zjistí
jednoduchým sejmutím aktuální pozici
3 Poté polohuje TNC dotykovou sondu do bezpečné výšky a
zpracuje zjištěný vztažný bod podle hodnot v parametrech cyklů
Q303 a Q305 (viz „Uložení vypočítaného vztažného bodu” na
stránce 314)
Při programování dbejte na tyto body!
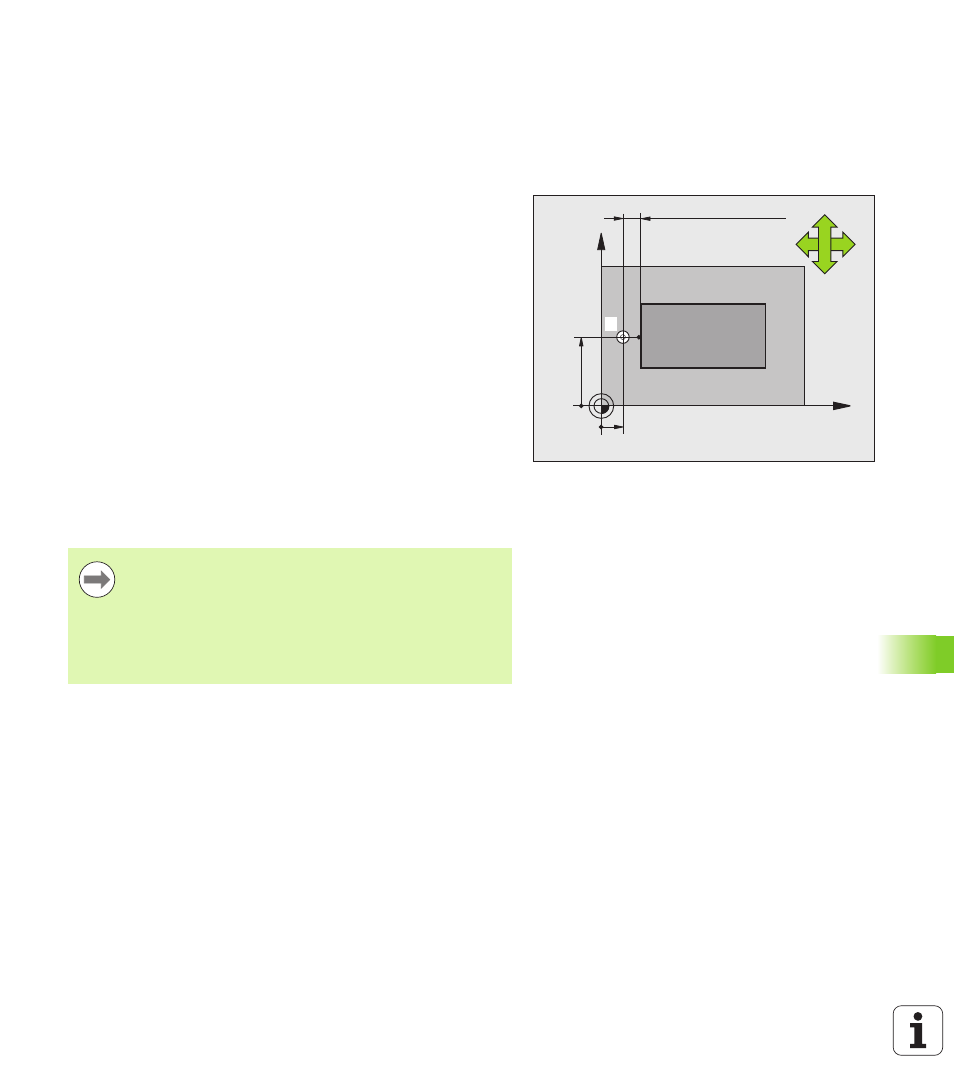
X
Y
Q264
Q263
+
+
Q267
Q272=2
Q272=1
1
SET_UP(TCHPROBE.TP)
+Q320
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
Použijete-li cyklus 419 několikrát za sebou, aby se uložil
vztažný bod ve více osách do tabulky Preset, tak musíte
číslo Preset (do kterého cyklus 419 předtím zapisoval)
aktivovat po každém provedení cyklu 419 (to není potřeba
pokud aktivní preset přepisujete).