Provádění cyklu, Pokročilé programovací funkce) – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Uživatelská příručka
Stránka 75
HEIDENHAIN TNC 620
75
3.7 ZP
Ě
TNÉ ZAHLUBOVÁNÍ (cyklus
204, DIN/ISO: G204, volitelný sof
tware
Advanced programming features – Pokro
čilé programovací funkce)
3.7 ZPĚTNÉ ZAHLUBOVÁNÍ
(cyklus 204, DIN/ISO: G204,
volitelný software Advanced
programming features –
Pokročilé programovací funkce)
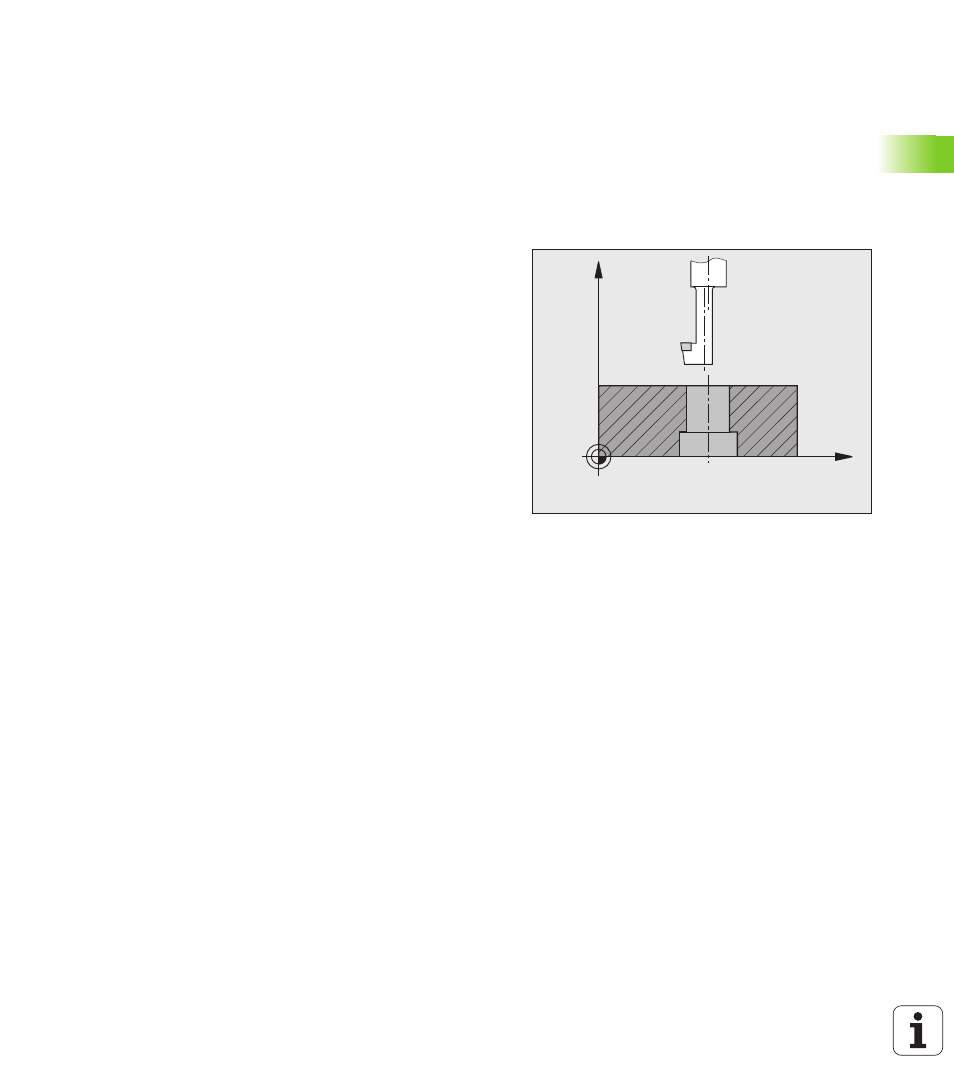
Provádění cyklu
Tímto cyklem vytvoříte zahloubení, které se nachází na spodní straně
obrobku.
1 TNC napolohuje nástroj v ose vřetena rychloposuvem FMAX do
bezpečné vzdálenosti nad povrchem obrobku
2 Tam provede TNC orientaci vřetena na polohu 0 ° a přesadí nástroj
o hodnotu vyosení
3 Potom se nástroj zanoří polohovacím posuvem do předvrtané díry,
až se břit dostane do bezpečné vzdálenosti pod dolní hranou
obrobku
4 Nyní TNC najede nástrojem opět na střed díry, zapne vřeteno a
příp. chladicí kapalinu a pak jede posuvem pro zahloubení na
zadanou hloubku zahloubení
5 Je-li to zadáno, setrvá nástroj na dně zahloubení a pak opět vyjede
z díry ven, provede orientaci vřetena a přesadí se opět o hodnotu
vyosení
6 Potom odjede TNC nástrojem zpětným posuvem do bezpečné
vzdálenosti a odtud – pokud to je zadáno – rychloposuvem FMAX
na 2. bezpečnou vzdálenost.
X
Z