Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Uživatelská příručka
Stránka 166
Obráběcí cykly: Definice vzorů
6.3
RASTR BODŮ NA PŘÍMKÁCH (cyklus 221, DIN/ISO: G220, volitelný
software 19)
6
166
TNC 620 | Uživatelská příručka programování cyklů | 4/2014
6.3
RASTR BODŮ NA PŘÍMKÁCH (cyklus
221, DIN/ISO: G220, volitelný software
19)
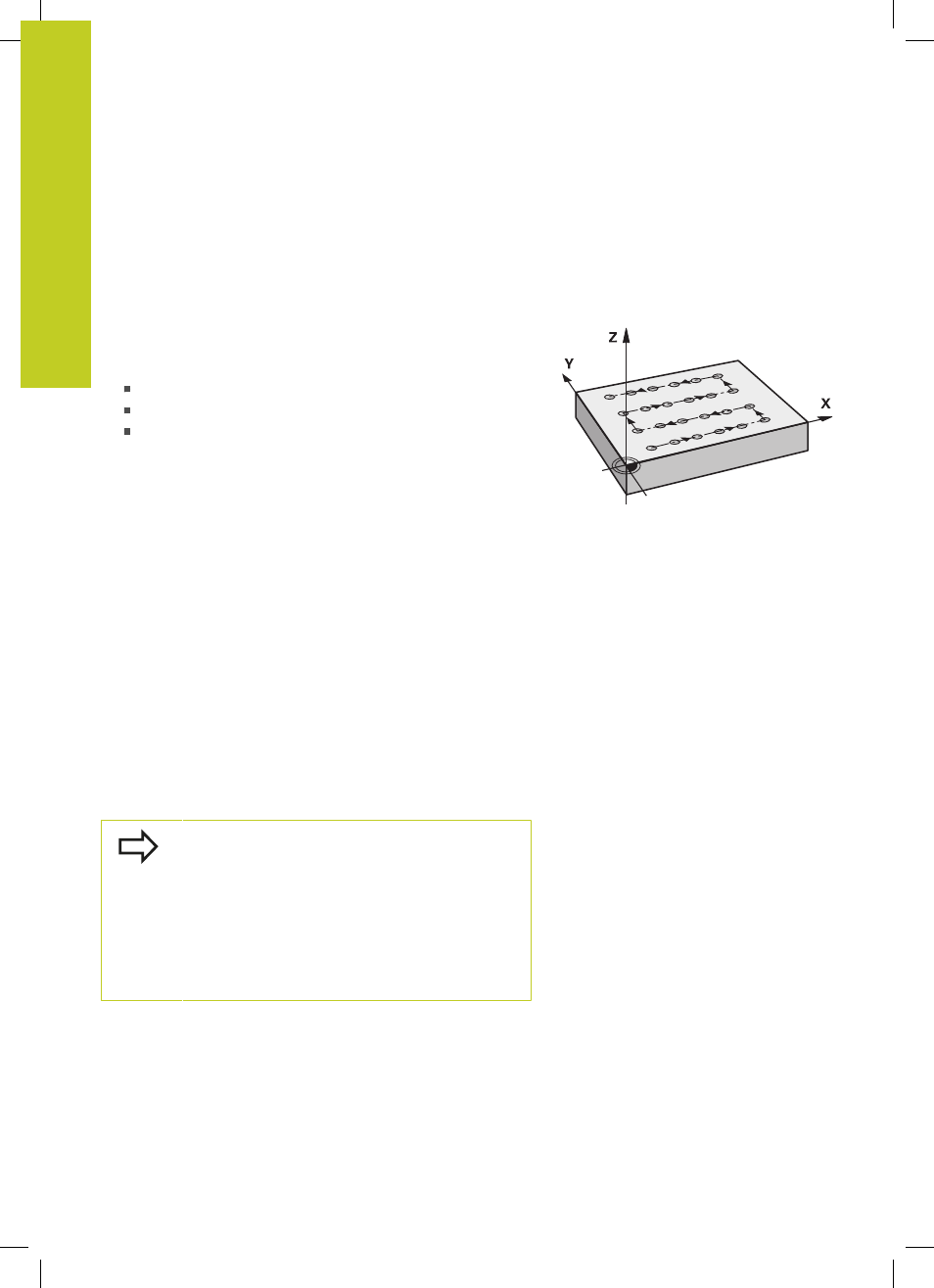
Provádění cyklu
1 TNC napolohuje nástroj automaticky z aktuální polohy do
startovního bodu prvního obrábění.
Pořadí:
2. bezpečná vzdálenost – najetí (osa vřetena)
Najetí do startovního bodu v rovině obrábění
Najetí na bezpečnou vzdálenost nad povrchem obrobku (osa
vřetena)
2 Z této polohy provede TNC naposledy definovaný obráběcí
cyklus.
3 Potom TNC napolohuje nástroj v kladném směru hlavní osy na
startovní bod další obráběcí operace; nástroj se přitom nachází
na bezpečné vzdálenosti (nebo na 2. bezpečné vzdálenosti)
4 Tento postup (1 až 3) se opakuje, až se provedou všechny
obráběcí operace na prvním řádku; nástroj stojí na posledním
bodu tohoto prvního řádku.
5 Potom TNC přejede nástrojem na poslední bod druhého řádku a
provede tam obráběcí operaci.
6 Odtud polohuje TNC nástroj v záporném směru hlavní osy na
startovní bod další obráběcí operace.
7 Tento postup (6) se opakuje, až se provedou všechny obráběcí
operace na druhém řádku.
8 Potom jede TNC do startovního bodu dalšího řádku.
9 Takovýmto kývavým pohybem se obrobí všechny další řádky.
Při programování dbejte na tyto body!
Cyklus 221 je aktivní jako DEF, to znamená že cyklus
221 automaticky vyvolává naposledy definovaný
cyklus obrábění.
Pokud kombinujete některý z obráběcích cyklů 200
až 209 a 251 až 267 s cyklem 221, pak jsou účinné
bezpečná vzdálenost, povrch obrobku a 2. bezpečná
vzdálenost a natočení z cyklu 221.
Používáte-li cyklus 254 Kruhová drážka ve spojení s
cyklem 221, tak není poloha drážky 0 povolená.