Příklady programů 16.14 – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Uživatelská příručka
Stránka 401
Příklady programů 16.14
16
TNC 620 | Uživatelská příručka programování cyklů | 4/2014
401
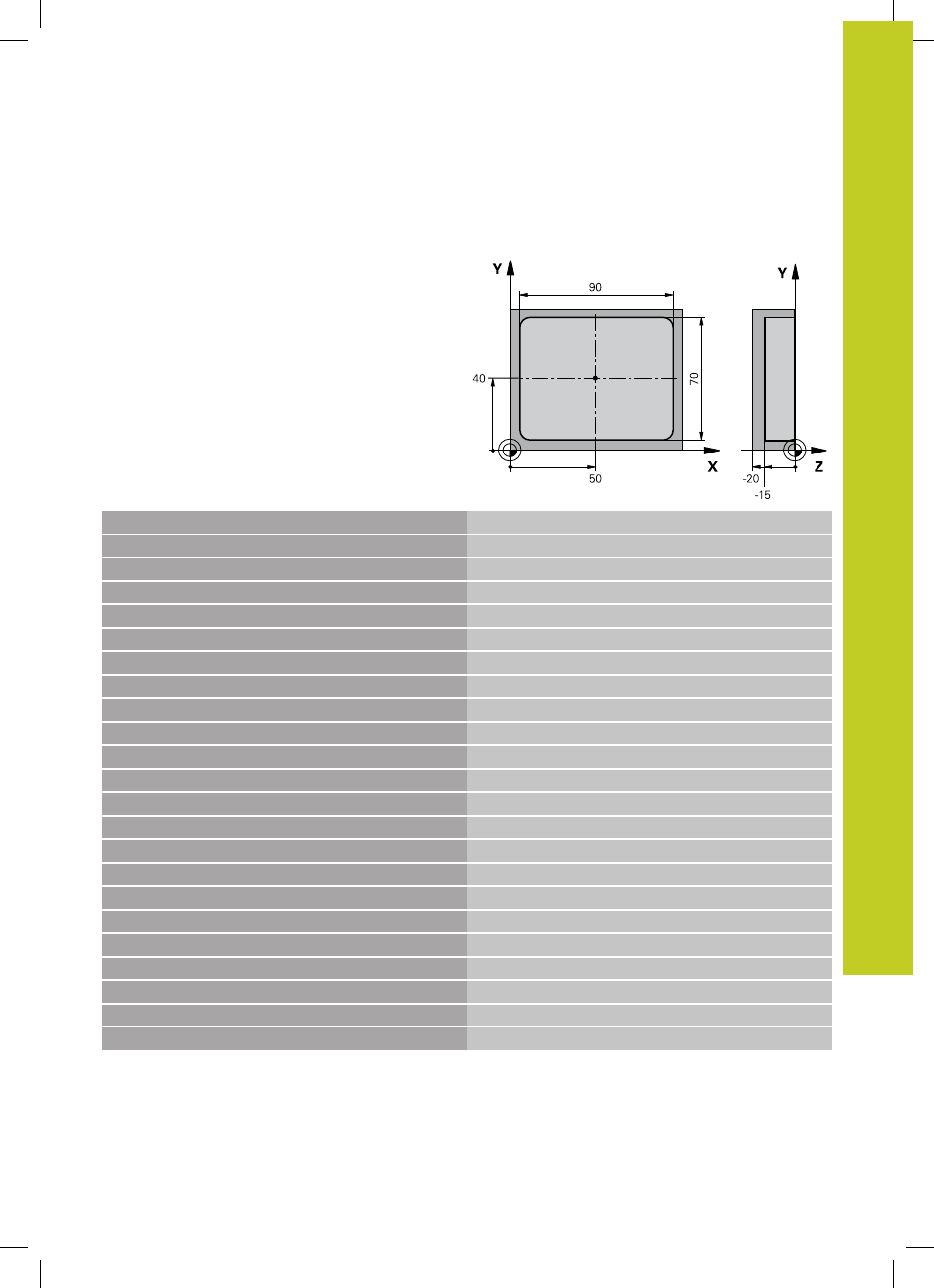
Příklad: Proměření obdélníkové kapsy, protokolování
výsledků měření
0 BEGIN PGM BSMESS MM
1 TOOL CALL 1 Z
Vyvolání nástroje dotykový hrot
2 L Z+100 R0 FMAX
Vyjet dotykovým hrotem
3 TCH PROBE 423 MĚŘENÍ OBDÉLNÍKU UVNITŘ
Q273=+50
;STŘED 1. OSY
Q274=+40
;STŘED 2. OSY
Q282=90
;1. STRANA – DÉLKA
Cílová délka v X
Q283=70
;2. STRANA – DÉLKA
Cílová délka v Y
Q261=-5
;VÝŠKA MĚŘENÍ
Q320=0
;BEZPEČNÁ VZD.
Q260=+20
;BEZPEČNÁ VÝŠKA
Q301=0
;JET NA BEZPEČNOU VÝŠKU
Q284=90.15
;NEJVĚTŠÍ MÍRA 1. STRANY
Největší míra v X
Q285=89.95
;NEJMENŠÍ MÍRA 1. STRANY
Nejmenší míra v X
Q286=70.1
;NEJVĚTŠÍ MÍRA 2. STRANY
Největší míra v Y
Q287=69.9
;NEJMENŠÍ MÍRA 2. STRANY
Nejmenší míra v Y
Q279=0.15
;TOLERANCE 1. STŘEDU
Přípustná odchylka polohy v X
Q280 = 0,1
; TOLERANCE 2. STŘEDU
Přípustná odchylka polohy v Y
Q281=1
;PROTOKOL MĚŘENÍ
Vydat měřicí protokol jako soubor
Q309=0
;PGM-STOP PŘI CHYBĚ
Nevydávat chybové hlášení při překročení tolerance
Q330=0
;ČÍSLO NÁSTROJE
Bez kontroly nástroje
4 L Z+100 R0 FMAX M2
Odjetí nástroje, konec programu
5 END PGM BSMESS MM