HEIDENHAIN TNC 620 (81760x-01) Cycle programming Uživatelská příručka
Stránka 238
Obráběcí cykly: Řádkování (plošné frézování)
10.4 FRÉZOVÁNÍ NA ČELE (cyklus 232, DIN/ISO: G232, volitelný
software 19)
10
238
TNC 620 | Uživatelská příručka programování cyklů | 4/2014
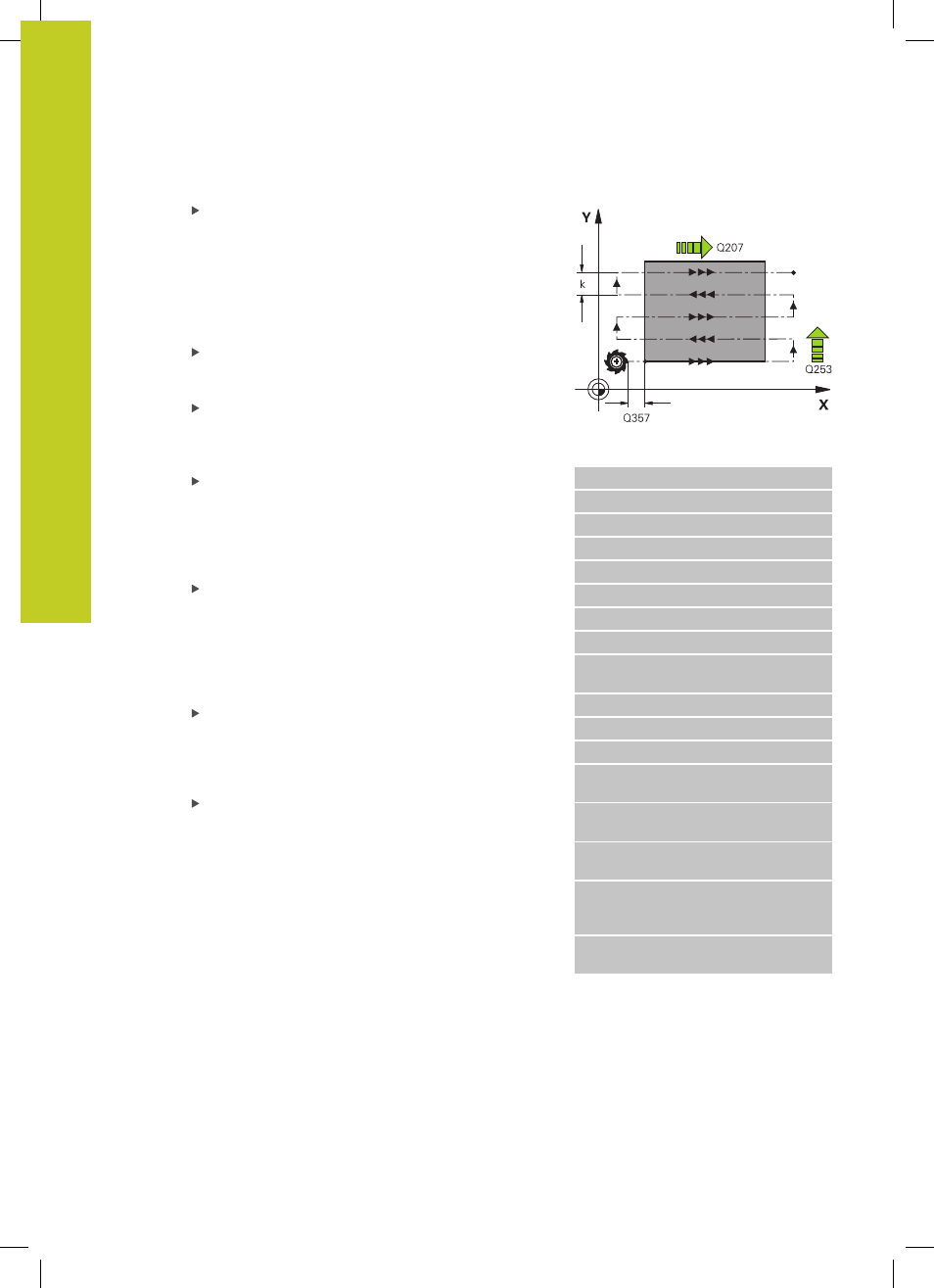
Koeficient maximálního překrytí dráhy
Q370:
Maximální
boční přísuv k. TNC vypočítá skutečný
boční přísuv z 2. délky strany (Q219) a rádiusu
nástroje tak, aby se pracovalo vždy s konstantním
bočním přísuvem. Pokud jste zanesli do tabulky
nástrojů rádius R2 (například rádius destičky při
použití nožové hlavy), tak TNC příslušně zmenší
boční přísuv. Rozsah zadávání 0,1 až 1,9999
Posuv pro frézování
Q207: Pojezdová rychlost
nástroje při frézování v mm/min Rozsah zadávání 0
až 99 999,999alternativně FAUTO, FU, FZ
Posuv obrábění načisto
Q385: Pojezdová rychlost
nástroje při frézování posledního přísuvu v mm/min.
Rozsah zadávání 0 až 99 999,9999; alternativně
FAUTO
, FU, FZ
Posuv předpolohování
Q253: pojezdová rychlost
nástroje při najíždění startovní polohy a při jízdě
na další řádku v mm/min; pokud jedete napříč
materiálem (Q389=1), tak TNC jede příčný přísuv
s frézovacím posuvem Q207. Rozsah zadávání 0 až
99 999,9999; alternativně FMAX, FAUTO
Bezpečná vzdálenost
Q200 (inkrementálně):
vzdálenost mezi špičkou nástroje a startovací
polohou v ose nástroje. Frézujete-li s obráběcí
strategií Q389=2, tak TNC jede v bezpečné
vzdálenosti nad aktuální hloubku přísuvu na
bod startu další řádky. Rozsah zadávání 0 až
99 999,9999
Boční bezpečná vzdálenost
Q357 (inkrementálně):
boční vzdálenost nástroje od obrobku při najíždění
na první hloubku přísuvu a vzdálenost, ve které se
pojede boční přísuv při obráběcí strategii Q389=0 a
Q389=2. Rozsah zadávání 0 až 99 999,9999
2. bezpečná vzdálenost Q204
(inkrementálně):
Souřadnice osy vřetena, ve které nemůže dojít
ke kolizi mezi nástrojem a obrobkem (upínadly).
Rozsah zadávání 0 až 99 999,9999; alternativně
PREDEF
NC-bloky
71 CYCL DEF 232 ČELNÍ FRÉZOVÁNÍ
Q389=2
;STRATEGIE
Q225=+10
;STARTOVNÍ BOD 1. OSY
Q226=+12
;STARTOVNÍ BOD 2. OSY
Q227=+2.5
;STARTOVNÍ BOD 3. OSY
Q386=-3
;KONCOVÝ BOD 3. OSY
Q218=150
;1. STRANA - DÉLKA
Q219=75
;2. STANA – DÉLKA
Q202=2
;MAX. HLOUBKA
PŘÍSUVU
Q369=0,5
;PŘÍDAVEK NA DNO
Q370=1
;MAX. PŘEKRYTÍ
Q207=500
;FRÉZOVACÍ POSUV
Q385=800
;POSUV OBRÁBĚNÍ
NAČISTO
Q253=2000
;POSUV
PŘEDPOLOHOVÁNÍ
Q200=2
;BEZPEČNÁ
VZDÁLENOST
Q357=2
;BEZPEČNÁ
VZDÁLENOST OD
STRANY
Q204=2
;2. BEZPEČNÁ
VZDÁLENOST