HEIDENHAIN TNC 620 (81760x-01) Cycle programming Uživatelská příručka
Stránka 240
Obráběcí cykly: Řádkování (plošné frézování)
10.5 FRÉZOVÁNÍ NA ČELE (cyklus 233, DIN/ISO:G233, volitelný software
19)
10
240
TNC 620 | Uživatelská příručka programování cyklů | 4/2014
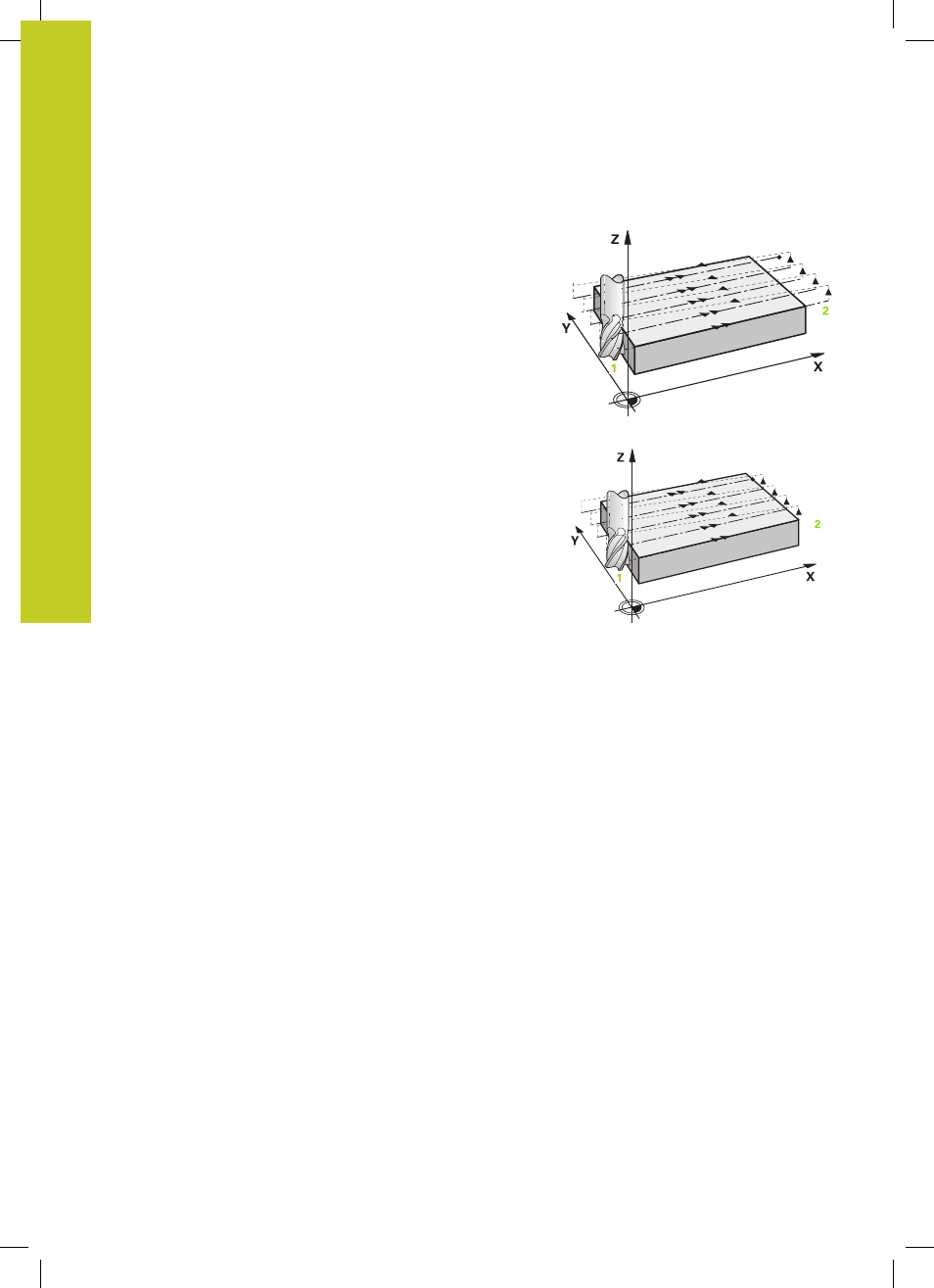
Strategie Q389=2 a Q389 =3
Strategie Q389=2 a Q389=3 se liší v přeběhu při frézování na
čele. Při Q389=2 leží koncový bod mimo plochu, při Q389=3
na okraji plochy. TNC vypočítá koncový bod
2
z délky strany a
boční bezpečné vzdálenosti. Při strategii Q389=2 pojíždí TNC s
nástrojem o poloměr nástroje dále za čelní plochu.
4 Pak nástroj přejíždí programovaným posuvem pro frézování do
koncového bodu
2
.
5 TNC přejede nástrojem v ose vřetena na bezpečnou vzdálenost
nad aktuální hloubkou přísuvu a jede s FMAXpřímo zpátky
na bod startu dalšího řádku. TNC vypočítá přesazení
z programované šířky, rádiusu nástroje, koeficientu maximálního
překrytí drah a boční bezpečné vzdálenosti.
6 Pak jede nástroj zase na aktuální hloubku přísuvu a následně
zase ve směru koncového bodu
2
.
7 Tento řádkovací postup se opakuje, až je zadaná plocha úplně
obrobena. Na konci poslední dráhy napolohuje TNC nástroj
rychloposuvem FMAX zpátky do startovního bodu
1
8 Pokud je potřeba více přísuvů, tak TNC přejede nástrojem s
polohovacím posuvem v ose vřetena do další hloubky přísuvu
9 Postup se opakuje, až jsou provedeny všechny přísuvy. Při
posledním přísuvu se odfrézuje pouze zadaný přídavek pro
obrábění načisto s posuvem pro obrábění načisto.
10 Na konci odjede TNC nástrojem rychloposuvem FMAX zpět do
2. bezpečné vzdálenosti