Zpětné zahlubování (cyklus 204) – HEIDENHAIN TNC 320 (340 551-01) Uživatelská příručka
Stránka 190
190
8 Programován : Cykly
8.2 Cykly k vrtán, ř
e
zán vnitřnch závitů a frézován závitů
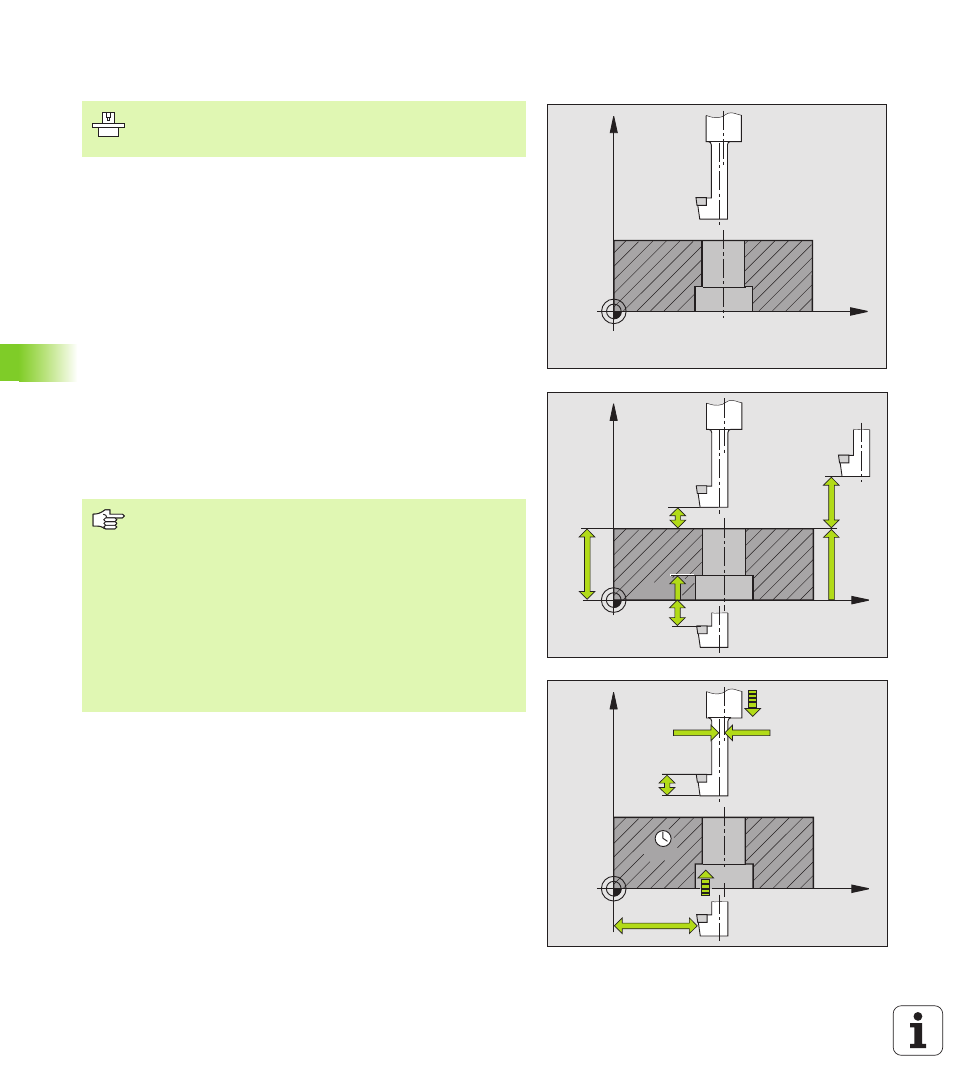
ZPĚTNÉ ZAHLUBOVÁNÍ (cyklus 204)
T mto cyklem vytvoř te zahlouben , které se nacház na spodn straně
obrobku.
1
TNC napolohuje nástroj v ose vřetena rychloposuvem FMAX do
bezpečné vzdálenosti nad povrchem obrobku.
2
Tam provede TNC orientaci vřetena na polohu 0° a přesad nástroj
o hodnotu vyosen
3
Potom se nástroj zanoř polohovac m posuvem do předvrtané
d ry, až se břit dostane do bezpečné vzdálenosti pod doln hranou
obrobku
4
Nyn TNC najede nástrojem opět na střed d ry, zapne vřeteno a
př p. chladic kapalinu a pak jede posuvem pro zahlouben na
zadanou hloubku zahlouben
5
Je li to zadáno, setrvá nástroj na dně zahlouben a pak opět
vyjede z d ry ven, provede orientaci vřetena a přesad se opět o
hodnotu vyosen
6
Potom TNC jede nástrojem polohovac m posuvem na bezpečnou
vzdálenost a odtud – pokud je to zadáno – rychloposuvem FMAX
do 2. bezpečné vzdálenosti.
X
Z
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
Stroj a TNC mus být připraveny výrobcem stroje.
Cyklus lze využ t pouze s tzv. tyč pro zpětné vyvrtáván .
Před programován m dbejte na tyto body:
Naprogramujte polohovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc rádiusu R0.
Znaménko parametru cyklu Hloubka definuje směr
obráběn při zahlubován . Pozor: kladné znaménko
zahlubuje ve směru kladné osy vřetena.
Délku nástroje zadávejte tak, že se nekótuje břit, nýbrž
spodn hrana vyvrtávac tyče.
Při výpočtu bodu startu zahlouben bere TNC v úvahu
délku břitu vyvrtávac tyče a tloušt’ku materiálu.