1 programován jednoduchého obráběn a zpracován, Použit polohován s ručn m zadán m – HEIDENHAIN TNC 320 (340 551-01) Uživatelská příručka
Stránka 50
50
3 Polohován s ručn m zadán m
3.1 Pr
ogramován jednoduché
ho obráběn a zpracován
3.1 Programován jednoduchého
obráběn a zpracován
Pro jednoduché obráběn nebo k předběžnému polohován ná stroje
je vhodný provozn režim Polohován s ručn m zadán m. V něm
můžete zadat krátký program v popisném dialogu HEIDENHAIN a dát
jej př mo provést. Také lze vyvolávat cykly TNC. Program se ulož do
souboru $MDI. Při polohován s ručn m zadán m lze aktivovat
dodatečné zobrazen stavu.
Použit polohován s ručn m zadán m
Zvolte provozn režim Polohován s ručn m
zadáván m. Libovolně naprogramujte soubor $MDI
Spust’te chod programu: extern m tlač tkem START
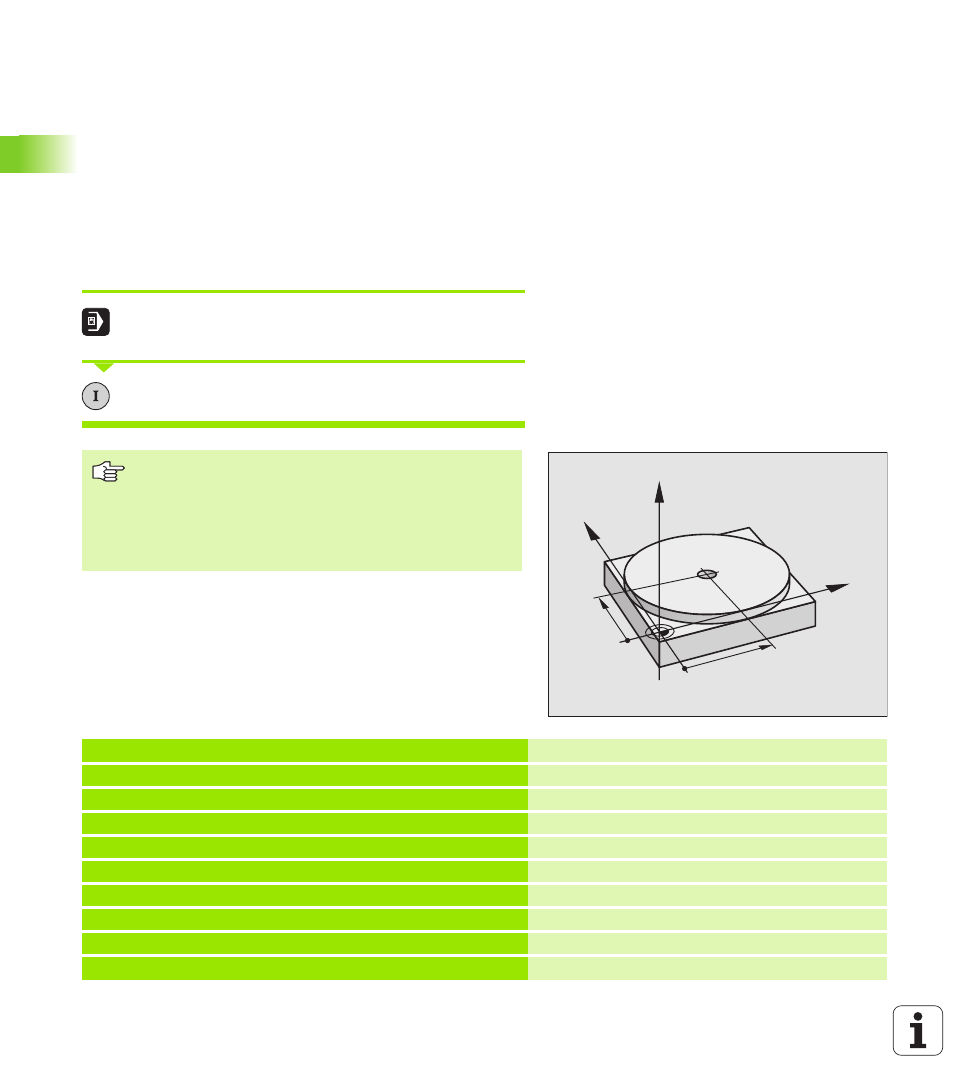
Př klad 1
Jednotlivý obrobek má být opa třen d rou hlubokou 20 mm. Po upnut
obrobku, vyrovnán a nastaven vztažného bodu lze d ru
naprogramovat a provést několika málo řádky pro gramu.
Nejprve se nástroj napolohuje předběžně nad obrob kem bloky L
(př mky) a pak se napolohuje nad vrtanou d rou na bezpečnou
vzdálenost 5 mm. Potom se provede vrtán cyklem 1 HLUBOKÉ
VRTÁNÍ.
Omezen
Volné programován obrysu FK, programovac grafika,
grafika při prováděn programu, podprogramy,
opakován část programů a korekce dráhy nejsou k
dispozici. Soubor $MDI nesm obsahovat vyvolán
pro gramu (PGM CALL).
Y
X
Z
50
50
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
Definován nástroje: nulový nástroj, rádius 5
2 TOOL CALL 1 Z S2000
Vyvolán nástroje: osa nástroje Z,
Otáčky vřetena 2000 ot/min
3 L Z+200 R0 FMAX
Odjet nástrojem (F MAX = rychloposuv)
4 L X+50 Y+50 R0 FMAX M3
Napolohován nástroje nad d ru rychloposuvem F MAX,
Zapnut vřetena
6 CYCL DEF 200 VRTÁNÍ
Definován cyklu VRTÁNÍ
Q200=5
;BEZPEČ. VZDÁL.
Bezpečná vzdálenost nástroje nad d rou
Q201= 15
;HLOUBKA
Hloubka vrtané d ry (znaménko = směr obráběn )