Kapsa načisto (cyklus 212), 3 cykly k frézován kapes, ostrůvků (čepů) a drážek – HEIDENHAIN TNC 320 (340 551-01) Uživatelská příručka
Stránka 229
HEIDENHAIN TNC 320
229
8.3 Cykly k frézován kapes, ostrůvků (čepů) a drážek
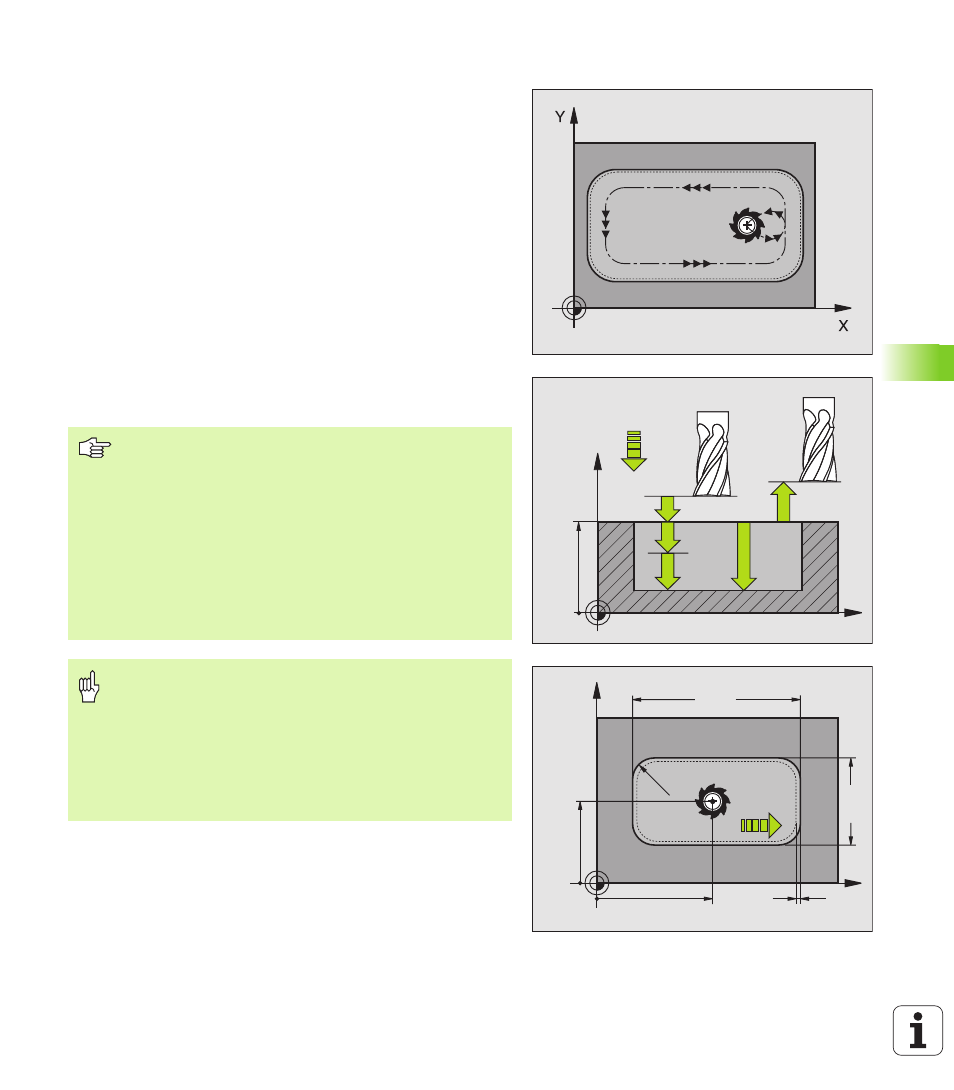
KAPSA NAČISTO (cyklus 212)
1
TNC najede automaticky nástrojem v ose vřetena do bezpečné
vzdálenosti nebo – je li zadána – do 2. bezpečné vzdálenosti a
pak do středu kapsy.
2
Ze středu kapsy přejede nástroj v rovině obráběn na bod startu
frézován . Pro výpočet bodu startu bere TNC v úvahu př davek a
rádius nástroje. Př padně provede TNC zápich do středu kapsy.
3
Stoj li nástroj na 2. bezpečné vzdálenosti, přejede TNC
rychloposuvem do bezpečné vzdálenosti FMAX a odtud posuvem
pro př suv do hloubky na prvn hloubku př suvu.
4
Potom najede nástroj tangenciálně na obrys dokončovaného
d lce a ofrézuje sousledně jeden oběh
5
Potom nástroj odjede tangenciálně od obrysu zpět do bodu
startu v rovině obráběn
6
Tento postup (3 až 5) se opakuje, až se dosáhne programované
hloubky
7
Na konci cyklu odjede TNC nástrojem rychloposuvem do
bezpečné vzdálenosti nebo – pokud je zadaná – do 2. bezpečné
vzdálenosti a potom do středu kapsy (koncová poloha = poloha
startu).
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
Před programován m dbejte na tyto body
TNC předpolohuje nástroj v ose nástroje a v rovině
obráběn automaticky.
Znaménko parametru cyklu HLOUBKA definuje směr
obráběn . Naprogramujete li hloubku = 0 , pak TNC tento
cyklus neprovede.
Chcete li rovnou zhotovit kapsu načisto, pak použijte
frézu s čeln mi zuby (DIN 844) a zadejte malý posuv
př suvu do hloubky.
Nejmenš velikost kapsy: trojnásobek rádiusu nástroje.
Strojn m parametrem suppressDepthErr nastav te, zda
má TNC při zadán kladné hloubky vydat chybové hlášen
(on) nebo ne (off).
Pozor nebezpeč kolize!
Uvědomte si, že TNC při zadán kladné hloubky výpočet
předpolohován invertuje. Nástroj tedy jede v ose
nástroje rychloposuvem na bezpečnou vzdálenost pod
povrchem obrobku!