Hrubování (cyklus 22), 5 slcykly – HEIDENHAIN TNC 320 (340 551-01) Uživatelská příručka
Stránka 263
HEIDENHAIN TNC 320
263
8.5 SLcykly
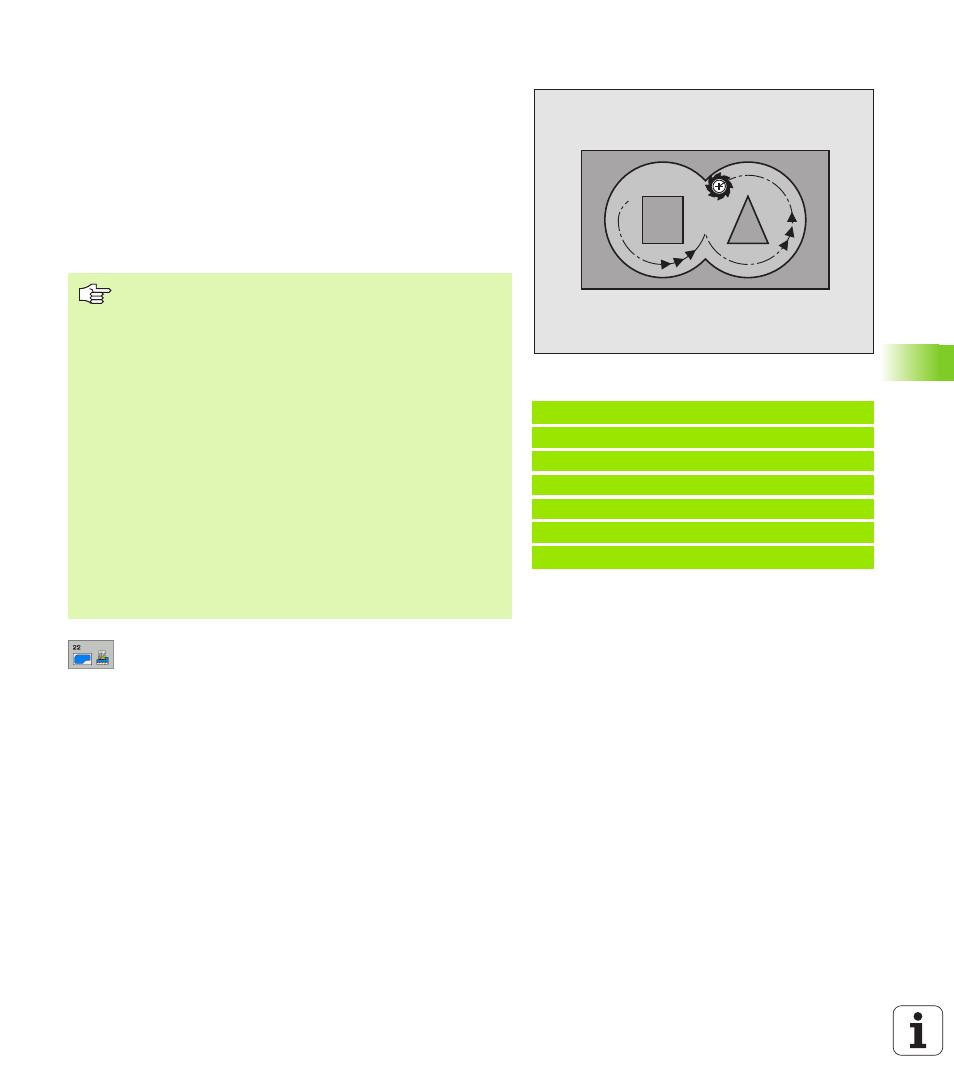
HRUBOVÁNÍ (cyklus 22)
1
TNC napolohuje nástroj nad bod zápichu; přitom se bere ohled
na př davek na dokončen stěny.
2
V prvn hloubce př suvu frézuje nástroj obrys s frézovac m
posuvem Q12 z vnitřku směrem vně
3
Přitom se obrysy ostrůvků (zde: C/D) ofrézuj s přibl žen m k
obrysu kapes (zde: A/B)..
4
V dalš m kroku přejede TNC nástrojem do dalš hloubky př suvu a
opakuje operaci hrubován , až se dosáhne naprogramované
hloubky.
5
Nakonec odjede TNC nástrojem zpět na bezpečnou výšku.
8
Hloubka př suvu Q10 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune.
8
Posuv př suvu do hloubky Q11: posuv při
zanořován v mm/min.
8
Posuv hrubován Q12: frézovac posuv v mm/min.
Př klad: NC bloky
59 CYCL DEF 22 HRUBOVÁNÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100
;POSUV PŘÍSUVU DO HL.
Q12=350
;POSUV HRUBOVÁNÍ
Q18=1
;NÁSTROJ PŘEDHRUBOVÁNÍ
Q19=150
;KÝVAVÝ POSUV
Q208=99999 ;POSUV ZPĚT
C
D
A
B
Před programován m dbejte na tyto body
Př padně použijte frézu s čeln mi zuby (DIN 844) nebo
předvrtejte cyklem 21.
Chován cyklu 22 při zanořován stanov te parametrem
Q19 a sloupci ANGLE a LCUTS v tabulce nástrojů:
Je li definováno Q19=0, pak TNC zanořuje zásadně
kolmo, i když je pro aktivn nástroj definovaný úhel
zanořován (ANGLE).
Definujete li ANGLE=90° tak TNC pak zanoř kolmo .
Jako zapichovac posuv se použije posuv při kývavém
zápichu Q19.
Je li definovaný posuv při kývavém zápichu Q19 v cyklu
22 a v tabulce nástrojů je definovaný ANGLE mezi 0,1
až 89,999, tak TNC zanořuje po šroubovici se
stanoveným ANGLE.
Je li definovaný posuv při kývavém zápichu v cyklu 22
a v tabulce nástrojů nen ANGLE uveden, tak TNC vydá
chybové hlášen .