Čelní frézování (cyklus 232), 6 cykly pr o plošné frézován (řádkován) – HEIDENHAIN TNC 320 (340 551-01) Uživatelská příručka
Stránka 275
HEIDENHAIN TNC 320
275
8.6 Cykly pr
o plošné frézován (řádkován)
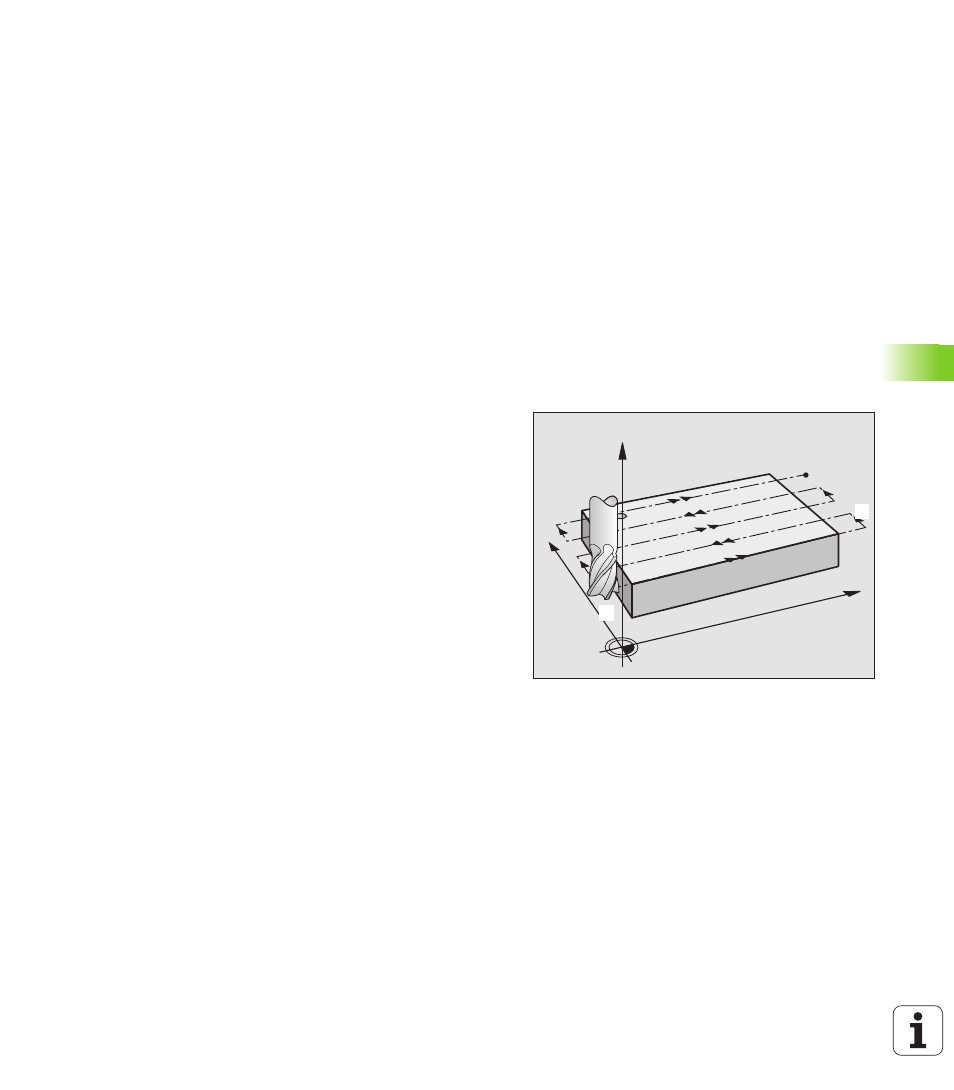
ČELNÍ FRÉZOVÁNÍ (Cyklus 232)
Cyklem 232 můžete rovnou plochu ofrézovat ve v ce př suvech a s
ohledem na př davek k obroben načisto. Přitom jsou k dispozici tři
strategie obráběn :
Strategie Q389=0: obrábět meandrovitě, bočn př suv mimo
obráběnou plochu
Strategie Q389=1: obrábět meandrovitě, bočn př suv v rámci
obráběné plochy
Strategie Q389=2: obrábět po řádc ch, zpětný pohyb a bočn
př suv s polohovac m posuvem
1
TNC napolohuje nástroj rychloposuvem FMAX z aktuáln polohy
do bodu startu
1
s polohovac logikou: je li aktuáln poloha v ose
vřetena větš než je 2. bezpečná vzdálenost, pak TNC jede
nástrojem nejdř ve v rovině obráběn a poté v ose vřetena, jinak
nejdř ve na 2. bezpečnou vzdálenost a poté v rovině obráběn .
Bod startu v rovině obráběn lež vedle obrobku, přesazený o
rádius nástroje a o bočn bezpečnou vzdálenost.
2
Potom přejede nástroj polohovac m posuvem v ose vřetena do
prvn hloubky př suvu, vypočtenou od TNC.
Strategie Q389=0
3
Pak nástroj přej žd programovaným posuvem pro frézován do
koncového bodu
2
. Koncový bod lež mimo plochu , kterou mu
TNC vypoč tá z naprogramovaného bodu startu, programované
délky, programované bočn bezpečnostn vzdálenosti a rádiusu
nástroje
4
TNC přesad nástroj posuvem pro předpolohován př čně na bod
startu dalš ho řádku; TNC vypočte toto přesazen z
programované š řky, rádiusu nástroje a maximáln ho faktoru
přesahu drah.
5
Poté odjede nástroj zase zpátky ve směru bodu startu
1
6
Tento postup se opakuje, až je zadaná plocha úplně obrobena.
Na konci posledn dráhy se provede př suv do dalš hloubky
obráběn .
7
Aby se zabránilo nevyužitým pojezdům, tak se plocha následně
obráb v obráceném pořad .
8
Postup se opakuje, až jsou provedeny všechny př suvy. Při
posledn m př suvu se odfrézuje pouze zadaný př davek pro
obráběn načisto s posuvem pro obráběn načisto.
9
Na konci odjede TNC nástrojem rychloposuvem FMAX zpět do
2. bezpečné vzdálenosti.
X
Y
Z
1
1
1
2