7 dokončení dna (cyklus 23, din/iso: g123), Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Uživatelská příručka
Stránka 173: Parametry cyklu, Dokončení dna (cyklus 23, din/iso: g123)
DOKONČENÍ DNA (cyklus 23, DIN/ISO: G123)
7.7
7
TNC 320 | Uživatelská příručka programování cyklů | 9/2013
173
7.7
DOKONČENÍ DNA (cyklus 23, DIN/ISO:
G123)
Provádění cyklu
TNC najede měkce nástrojem (po svislé tangenciální kružnici) na
obráběnou plochu, je-li zde k tomu dostatek místa. Ve stísněném
prostoru najede TNC nástrojem kolmo na hloubku. Potom se
odfrézuje přídavek na dokončení, který zůstal při hrubování.
Při programování dbejte na tyto body!
TNC si sám zjistí bod startu pro dokončování
dna. Tento bod startu je závislý na prostorových
poměrech v kapse.
Rádius najíždění pro napolohování do konečné
hloubky je interně pevně definovaný a nezávisí na
úhlu zanoření nástroje.
Pozor nebezpečí kolize!
Po spuštění cyklu SL, musíte naprogramovat první
pohyb v rovině obrábění se zadáním obou souřadnic,
např. L X+80 Y+0 R0 FMAX.
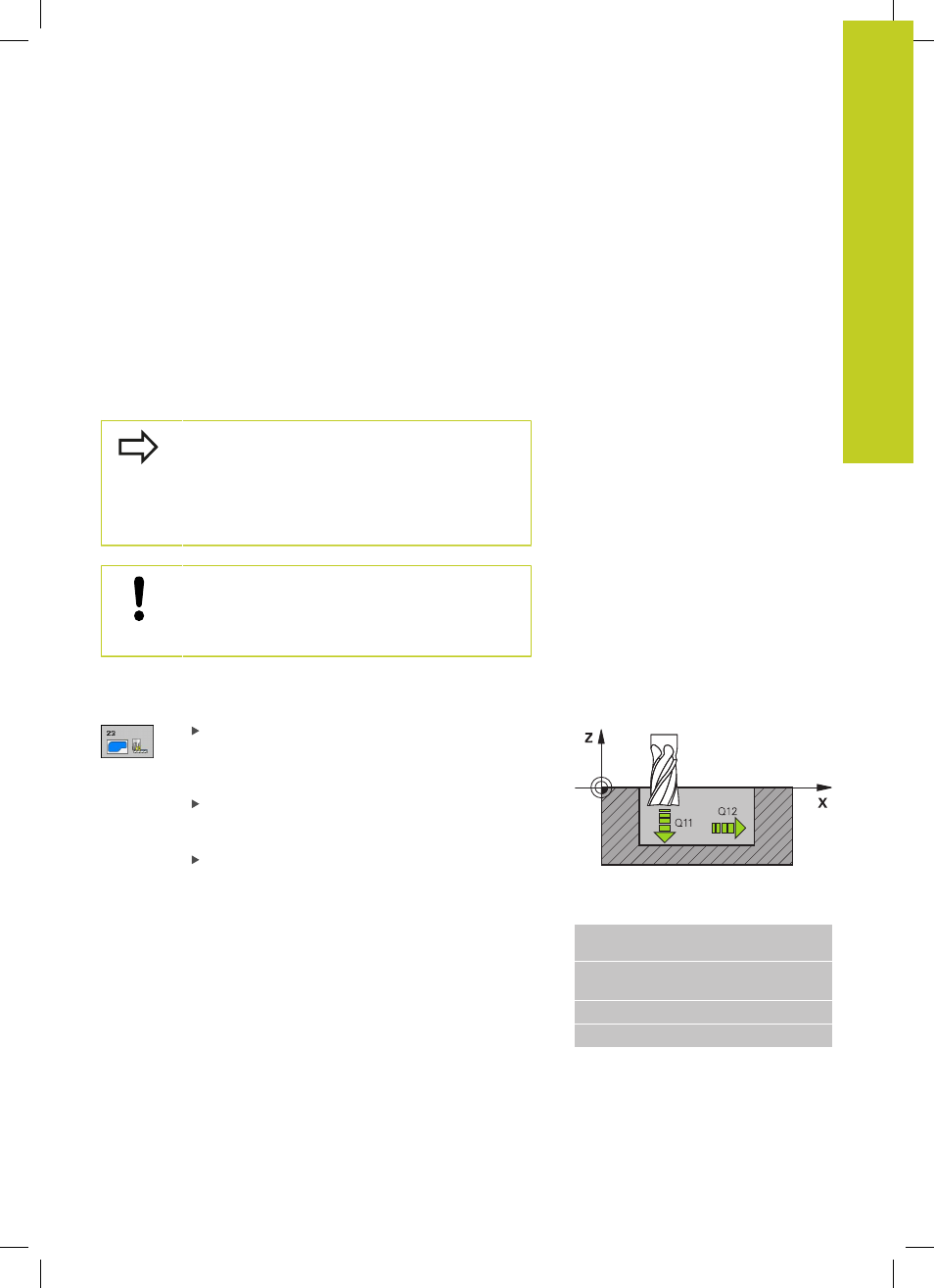
Parametry cyklu
Posuv přísuvu do hloubky
Q11: pojezdová rychlost
nástroje při zanořování do obrobku v mm/min.
Rozsah zadávání 0 až 99 999,9999; alternativně
FAUTO
, FU, FZ
Posuv pro frézování
Q12: posuv při pojezdových
pohybech v rovině obrábění. Rozsah zadávání 0 až
99 999,9999; alternativně FAUTO, FU, FZ
Zpětný posuv
Q208: pojezdová rychlost nástroje při
vyjíždění po obrábění v mm/min. Zadáte-li Q208=0,
pak TNC vyjíždí nástrojem posuvem Q12. Rozsah
zadávání 0 až 99 999,9999; alternativně FMAX,
FAUTO
NC-bloky
60 CYCL DEF 23 DOKONČENÍ HLOUBKY
NAČISTO
Q11=100
;POSUV PŘÍSUVU DO
HL.
Q12=350
;POSUV HRUBOVÁNÍ
Q208=9999
;POSUV PRO VYJETÍ