HEIDENHAIN TNC 320 (34055x-06) Cycle programming Uživatelská příručka
Stránka 180
Obráběcí cykly: Obrysová kapsa
7.10 Příklady programů
7
180
TNC 320 | Uživatelská příručka programování cyklů | 9/2013
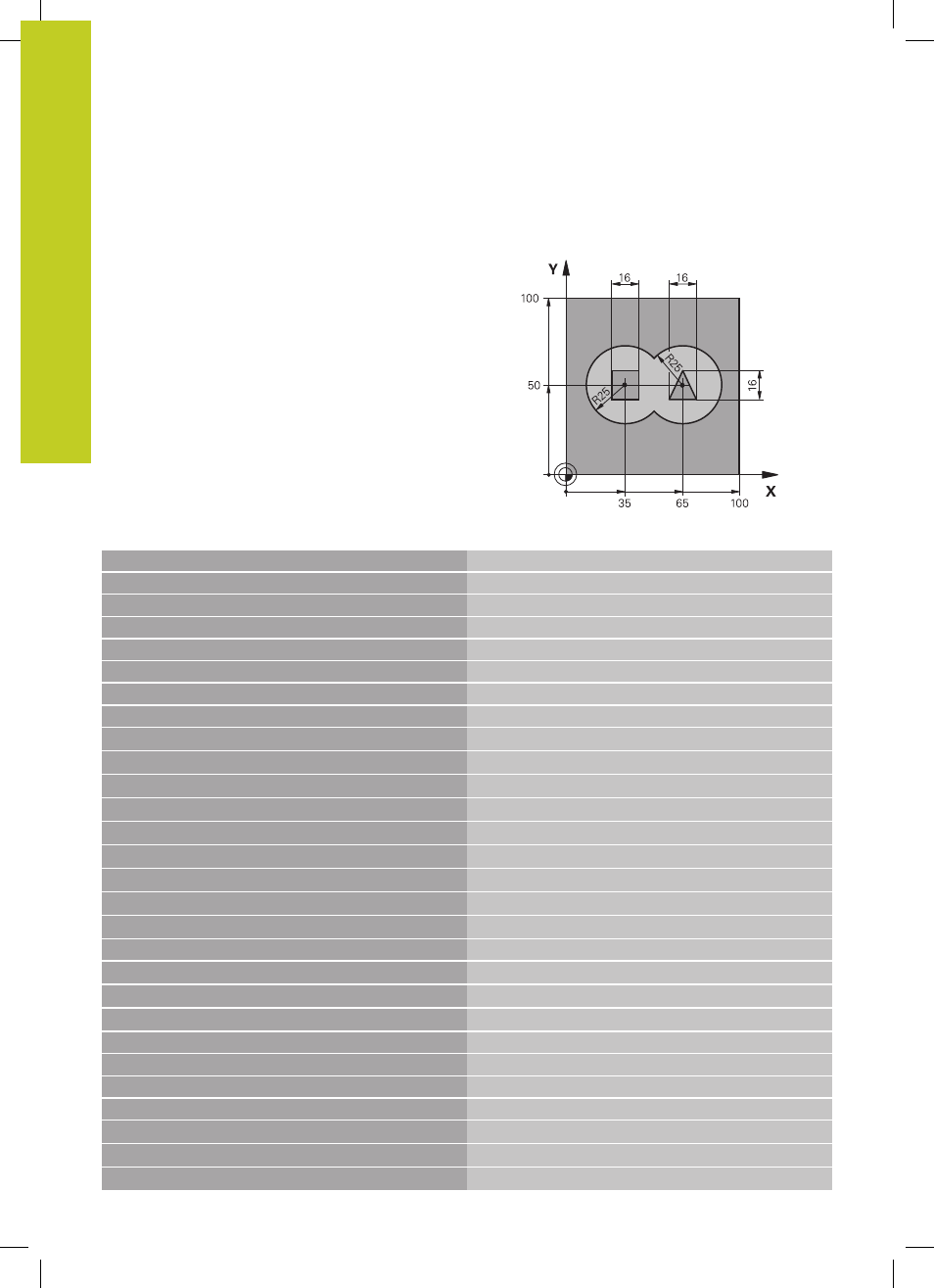
Příklad: Předvrtání, hrubování a dokončení
překrývajících se obrysů
0 BEGIN PGM C21 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definice neobrobeného polotovaru
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S2500
Vyvolání nástroje vrtání, průměr 12
4 L Z+250 R0 FMAX
Odjetí nástroje
5 CYCL DEF 14.0 OBRYS
Definice podprogramů obrysu
6 CYCL DEF 14.1 NÁVĚŠTÍ OBRYSU 1/2/3/4
7 CYCL DEF 20 OBRYSOVÁ DATA
Definice všeobecných parametrů obrábění
Q1=-20
;HLOUBKA FRÉZOVÁNÍ
Q2=1
;PŘEKRYTÍ DRÁHY
Q3=+0.5
;PŘÍDAVEK PRO STRANU
Q4=+0.5
;PŘÍDAVEK PRO DNO
Q5=+0
;SOUŘADNICE POVRCHU
Q6=2
;BEZPEČNÁ VZDÁLENOST
Q7=+100
;BEZPEČNÁ VÝŠKA
Q8=0.1
;RÁDIUS ZAOBLENÍ
Q9=-1
;SMYSL OTÁČENÍ
8 CYCL DEF 21 PŘEDVRTÁNÍ
Definice cyklu předvrtání
Q10=5
;HLOUBKA PŘÍSUVU
Q11=250
;POSUV PŘÍSUVU DO HL.
Q13=2
;HRUBOVACÍ NASTROJ
9 CYCL CALL M3
Vyvolání cyklu předvrtání
10 L +250 R0 FMAX M6
Výměna nástroje
11 TOOL CALL 2 Z S3000
Vyvolání nástroje hrubování / dokončení, průměr 12
12 CYCL DEF 22 HRUBOVÁNÍ
Definice cyklu hrubování
Q10=5
;HLOUBKA PŘÍSUVU
Q11=100
;POSUV PŘÍSUVU DO HL.
Q12=350
;POSUV HRUBOVÁNÍ