Definování jednotlivé řady – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Uživatelská příručka
Stránka 52
Používání obráběcích cyklů
2.3
Definice vzoru PATTERN DEF
2
52
TNC 320 | Uživatelská příručka programování cyklů | 9/2013
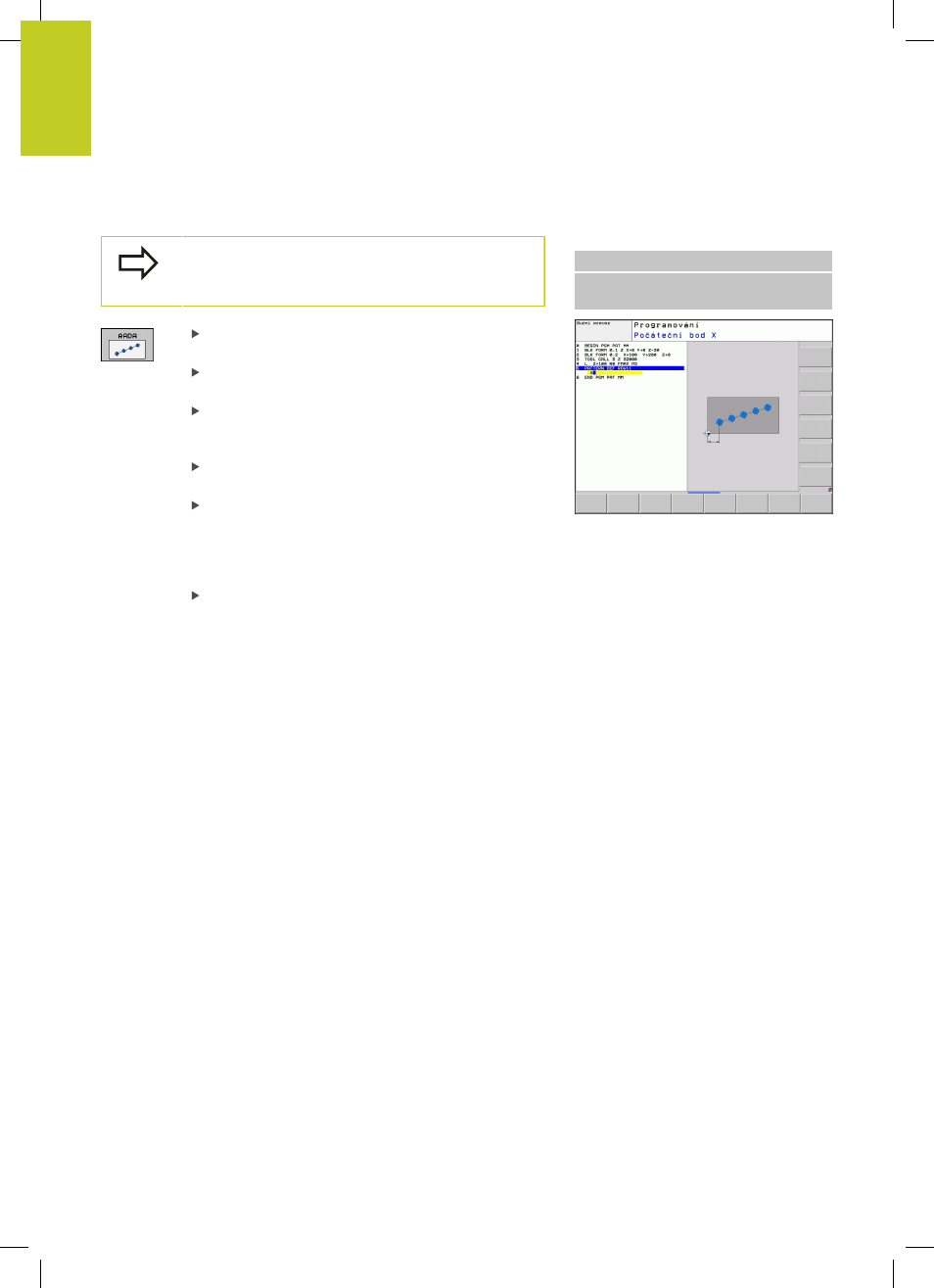
Definování jednotlivé řady
Definujete-li Povrch obrobku v Z různý od 0, tak
působí tato hodnota navíc k povrchu obrobku Q203,
který jste definovali v obráběcím cyklu.
Startovní bod X
(absolutně): souřadnice výchozího
bodu řady v ose Z
Startovní bod Y
(absolutně): souřadnice výchozího
bodu řady v ose Y
Rozteč obráběcích pozic (inkrementálně)
:
vzdálenost mezi obráběcími pozicemi. Lze zadat
kladnou nebo zápornou hodnotu.
Počet obráběcích operací
: celkový počet
obráběcích pozic.
Poloha natočení celého vzoru (absolutně)
: úhel
natočení kolem zadaného výchozího bodu. Vztažná
osa: hlavní osa aktivní roviny obrábění (např. X při
ose nástroje Z). Lze zadat kladnou nebo zápornou
hodnotu.
Souřadnice povrchu obrobku
(absolutně): zadat
souřadnici Z, kde má začít obrábění
NC-bloky
10 L Z+100 R0 FMAX
11 PATTERN DEF ROW1
(X+25 Y+33,5 D+8 NUM5 ROT+0 Z+0)