9 úsek obrysu (cyklus 25, din/iso: g125), Provádění cyklu, Dodržovat při programování – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Uživatelská příručka
Stránka 176: Úsek obrysu (cyklus 25, din/iso: g125)
Obráběcí cykly: Obrysová kapsa
7.9
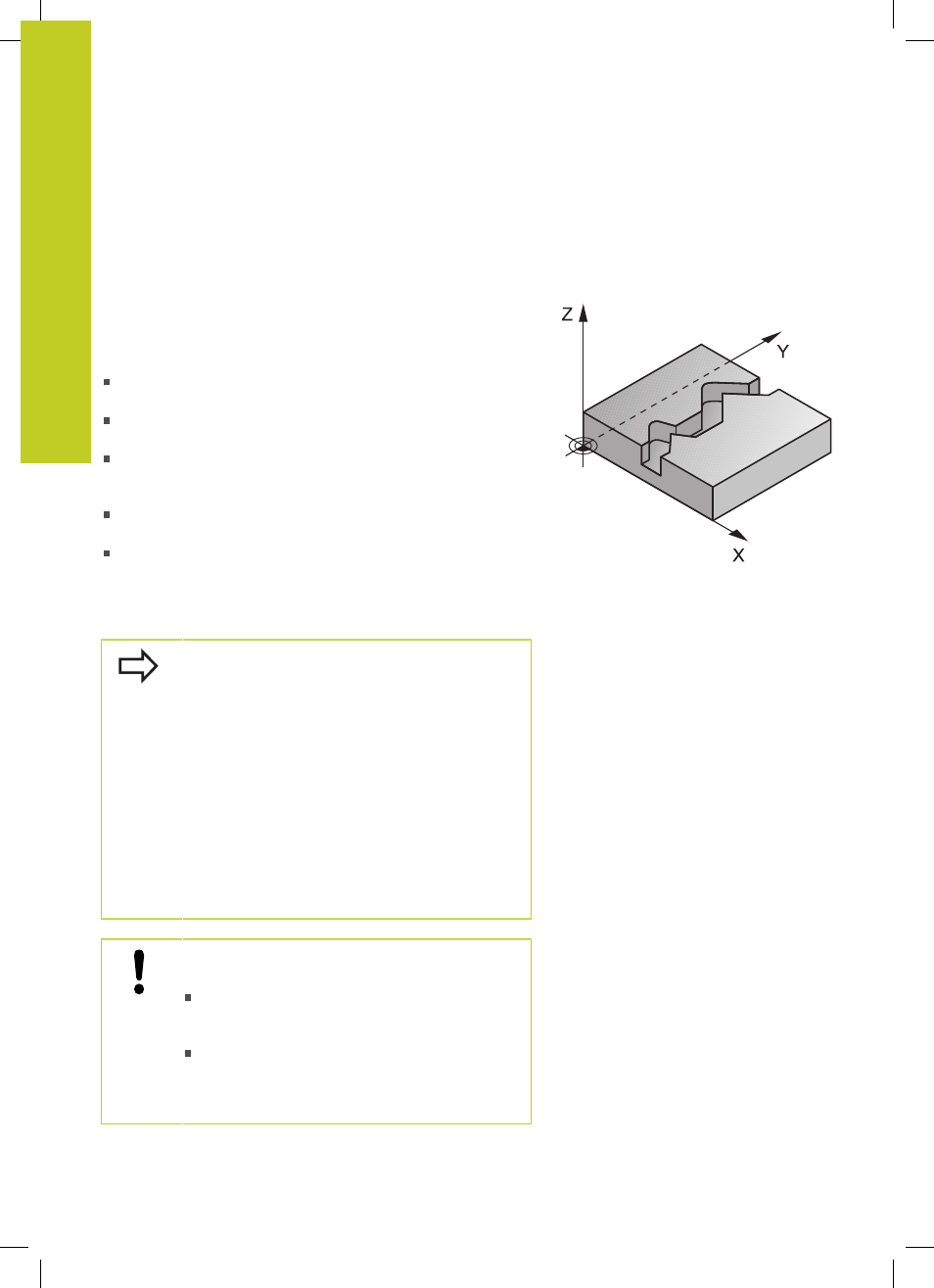
ÚSEK OBRYSU (cyklus 25, DIN/ISO: G125)
7
176
TNC 320 | Uživatelská příručka programování cyklů | 9/2013
7.9
ÚSEK OBRYSU (cyklus 25, DIN/ISO:
G125)
Provádění cyklu
Tímto cyklem lze obrobit ve spojení s cyklem 14 OBRYS otevřené a
uzavřené obrysy.
Cyklus 25 OTEVŘENÝ OBRYS nabízí oproti obrábění obrysu
polohovacími bloky značné výhody:
TNC kontroluje obrábění na zaříznutí a na poškození obrysu.
Obrys překontrolujete pomocí testovací grafiky.
Je-li rádius nástroje příliš velký, pak se musí obrys na vnitřních
rozích případně doobrobit.
Obrábění se dá provést průběžně sousledně nebo nesousledně.
Způsob frézování zůstane dokonce zachován i tehdy, když se
provede zrcadlení obrysů.
Při více přísuvech může TNC pojíždět nástrojem vratně v obou
směrech: tím se zkrátí doba obrábění.
Přídavky můžete zadat i tak, aby se hrubovalo a dokončovalo ve
více pracovních operacích.
Dodržovat při programování!
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC
cyklus neprovede.
TNC bere zřetel pouze na první návěští (Label) z
cyklu 14 OBRYS.
Paměť pro jeden SL-cyklus je omezená. V jednom
SL-cyklu můžete naprogramovat maximálně 16 384
obrysových prvků.
Cyklus 20 OBRYSOVÁ DATA není potřebný.
Přídavné funkce M109 a M110 nejsou účinné při
obrábění obrysu cyklem 25.
Pokud používáte místní Q-parametr QL v
podprogramu obrysu, musíte ho také přiřazovat nebo
počítat v rámci obrysového podprogramu.
Pozor nebezpečí kolize!
Aby se zabránilo možným kolizím:
Přímo za cyklem 25 neprogramujte žádné
řetězcové kóty, jelikož se tyto vztahují na polohu
nástroje na konci cyklu.
Ve všech hlavních osách najíždějte na definované
(absolutní) polohy, protože poloha nástroje na
konci cyklu nesouhlasí s polohou na začátku
cyklu.