Parametry cyklu, Zrušení – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Uživatelská příručka
Stránka 239
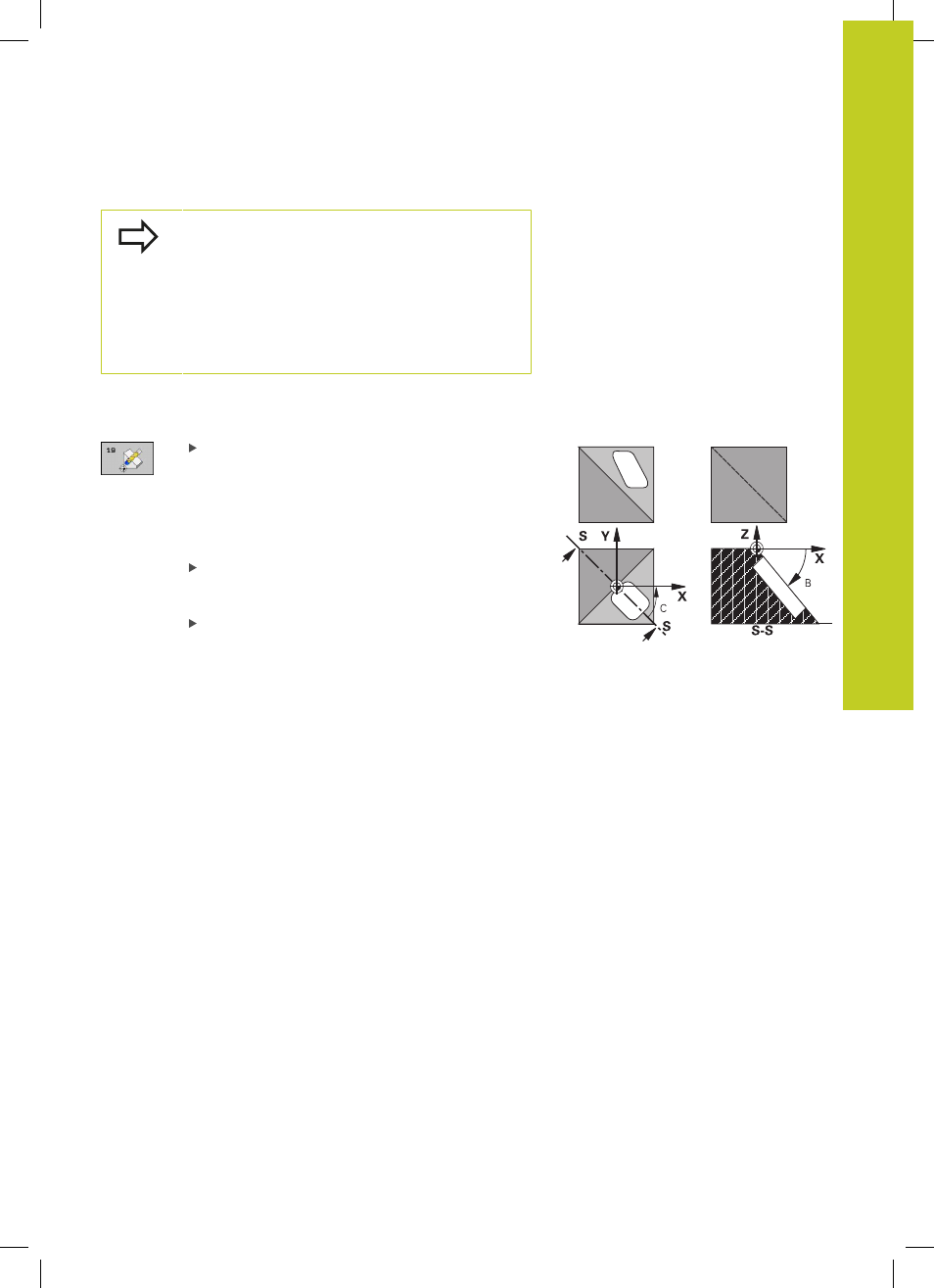
ROVINA OBRÁBĚNÍ (cyklus 19, DIN/ISO: G80, volitelný software 1) 11.9
11
TNC 320 | Uživatelská příručka programování cyklů | 9/2013
239
Protože neprogramované hodnoty os natočení se
vždy interpretují jako nezměněné hodnoty, měli byste
vždy definovat všechny tři prostorové úhly, i když
jeden či více mají hodnotu 0.
Naklápění roviny obrábění se uskutečňuje vždy okolo
aktivního nulového bodu.
Použijete-li cyklus 19 při aktivní M120, tak TNC zruší
korekci rádiusu a tím automaticky také funkci M120.
Parametry cyklu
Osa a úhel natočení?
: zadejte osu natočení s
příslušným úhlem natočení; osy natočení A, B
a C se programují pomocí softtlačítek. Rozsah
zadávání -360,000 až 360,000
Pokud TNC polohuje osy natočení automaticky, pak můžete zadat
ještě následující parametry:
Posuv? F=
: pojezdová rychlost osy natočení při
automatickém polohování. Rozsah zadání 0 až
99 999,999
Bezpečná vzdálenost?
(inkrementálně): TNC
polohuje naklápěcí hlavu tak, aby se ve vztahu
k obrobku neměnila poloha, která vyplývá z
prodloužení nástroje o tuto bezpečnou vzdálenost.
Rozsah zadání 0 až 99 999,9999
Zrušení
Ke zrušení úhlů naklopení znovu nadefinujte cyklus ROVINA
OBRÁBĚNÍ a pro všechny osy natočení zadejte úhel 0 °. Potom
ještě jednou nadefinujte cyklus ROVINA OBRÁBĚNÍ a potvrďte
dialogovou otázku stiskem klávesy NO ENT. Tím nastavíte tuto
funkci jako neaktivní.