3 automatic k é pr o měř o v án obr obků – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Uživatelská příručka
Stránka 102
90
3 Cykly sn mac sondy pro automatickou kontrolu polohy obrobku
3.3
Automatic
k
é pr
o
měř
o
v
án obr
obků
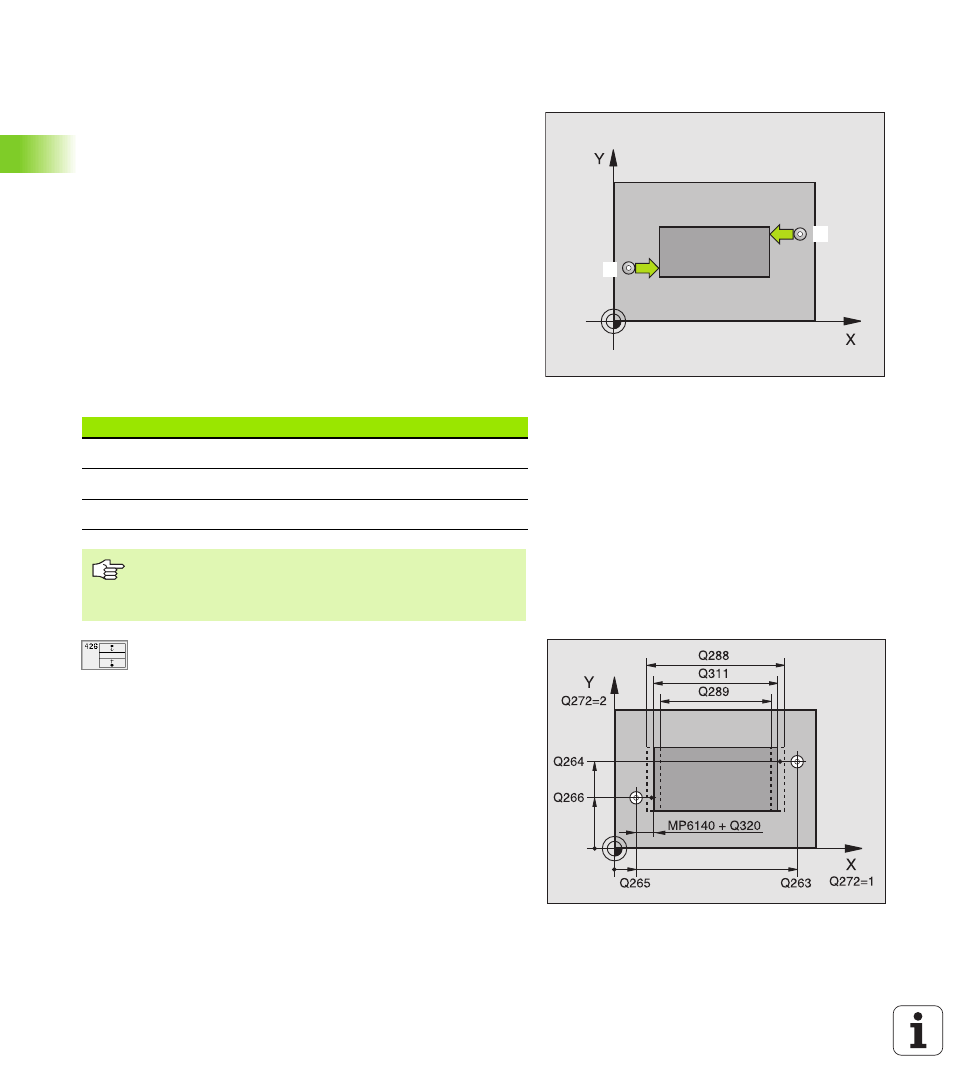
MĚŘENÍ STOJINY ZVENKU (cyklus dotykové
sondy 426, DIN/ISO: G426)
Cyklus dotykové sondy 426 zjist polohu a š řku stojiny. Pokud jste
definovali př slušné hodnoty tolerance v cyklu, tak TNC provede
porovnán c lové a aktuáln polohy a ulož odchylku do systémových
parametrů.
1
TNC polohuje dotykovou sondu rychloposuvem (hodnota z
MP6150, př padně MP6361) a podle polohovac logiky (viz
Zpracován cyklů sn mac dotykové sondy” na str. 7) k
dotykovému bodu
1
. TNC vypočte dotykové body z údajů cyklu a
bezpečnostn vzdálenosti z MP6140
2
Pak najede dotyková sonda na zadanou výšku měřen a provede
prvn sn mán se sn mac m posuvem (MP6120, př padně
MP6360). 1. dotyk je vždy v negativn m směru naprogramované
osy
3
Poté přejede dotyková sonda v bezpečné výšce k dalš mu bodu
dotyku a provede tam druhé sn mán .
4
Poté um st TNC dotykovou sondu zpět do bezpečné výšky a ulož
aktuáln hodnoty a odchylku do následuj c ch Q parametrů:
U
U
U
U
1. měřic bod 1. osy Q263 (absolutně): souřadnice
prvn ho dotykového bodu v hlavn ose obráběc
roviny
U
U
U
U
1. měřic bod 2. osy Q264 (absolutně): souřadnice
prvn ho dotykového bodu ve vedlejš ose obráběc
roviny
U
U
U
U
2. měřic bod 1. osy Q265 (absolutně): souřadnice
druhého dotykového bodu v hlavn ose obráběc
roviny
U
U
U
U
2 měřic bod 2. osy Q266 (absolutně): souřadnice
druhého dotykového bodu ve vedlejš ose obráběc
roviny
2
1
Č slo parametru
Význam
Q156
Skutečná hodnota naměřené délky
Q157
Skutečná hodnota polohy osy
Q166
Odchylka naměřené délky
Před programován m dbejte na tyto body:
Vyvolán nástroje pro definici osy dotykové sondy mus te
naprogramovat před definic cyklu.