3 automatic k é pr o měř o v án obr obků – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Uživatelská příručka
Stránka 103
HEIDENHAIN TNC 426, TNC 430
91
3.3
Automatic
k
é pr
o
měř
o
v
án obr
obků
U
U
U
U
Osa měřen Q272: Osa roviny obráběn v n ž se maj
měřen provádět:
1: hlavn osa = osa měřen
2: vedlejš osa = osa měřen
U
U
U
U
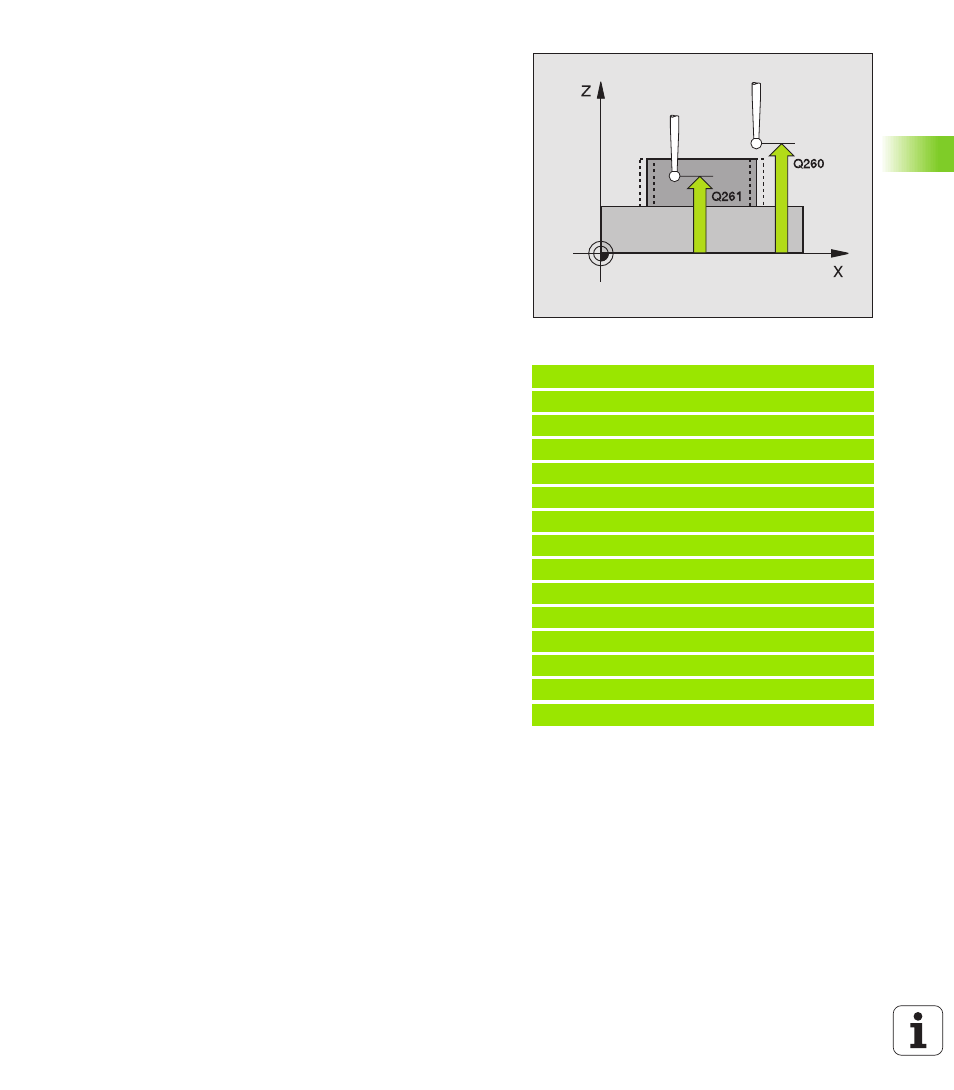
Výška měřen v ose dotykové sondy Q261
(absolutně): souřadnice středu kuličky (= bod
dotyku) v ose dotykové sondy, na které se má
měřen provádět
U
U
U
U
Bezpečnostn vzdálenost Q320 (inkrementálně):
př davná vzdálenost mezi měřic m bodem a kuličkou
dotykové sondy. Q320 se přič tá k MP6140
U
U
U
U
Bezpečná výška Q260 (absolutně): souřadnice v
ose dotykové sondy, v n ž nemůže doj t ke kolizi mezi
dotykovou sondou a obrobkem (up nac m
zař zen m)
U
U
U
U
C lová délka Q311: c lová hodnota měřené délky
U
U
U
U
Největš rozměrQ288: největš př pustná délka
U
U
U
U
Nejmenš rozměr Q289: nejmenš př pustná délka
U
U
U
U
Protokol měřen Q281: určen , zda má TNC vystavit
protokol měřen :
0: nevystavovat protokol měřen
1: vystavit protokol měřen : TNC založ soubor
protokolu TCHPR426.TXT standardně do
adresáře, kde je uložen také váš měřic program.
U
U
U
U
PGM stop při chybné toleranci Q309: určen , zda
má TNC při překročen tolerance zastavit chod
programu a vydat chybové hlášen :
0: nepřerušovat chod programu, nevydávat žádné
chybové hlášen
1: přerušit chod programu, vydat chybové hlášen
U
U
U
U
Č slo nástroje pro dohled Q330: stanoven , zda má
TNC provádět dohled nad nástrojem (viz Kontrola
nástroje” na str. 71)
0: dohled nen aktivn
>0: č slo nástroje v tabulce nástrojů TOOL.T
Př klad: NC bloky
5 TCH PROBE 426 MERENI STOJINY ZVENKU
Q263=+50 ;1. BOD 1. OSY
Q264=+25 ;1. BOD 2. OSY
Q265=+50 ;2. BOD 1. OSY
Q266=+85 ;2. BOD 2. OSY
Q272=2 ;OSA MERENI
Q261= 5 ;VYSKA MERENI
Q320=0 ;BEZPECNOSTNI VZDALENOST
Q260=+20 ;BEZPECNA VYSKA
Q311=45 ;CILOVA DELKA
Q288=45 ;NEJVETSI MIRA
Q289=44,95 ;NEJMENSI MIRA
Q281=1 ;PROTOKOL MERENI
Q309=0 ;PGM STOP PŘI CHYBE
Q330=0 ;CISLO NASTROJE