Zobrazen výsledků měřen – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Uživatelská příručka
Stránka 123
HEIDENHAIN TNC 426, TNC 430
111
4.1
P
rom
ěř
ov
á
n
n
á
s
tr
o
jů sto
ln dotykov
o
u so
ndou TT
Pomoc MP6507 nastav te výpočet dotykového posuvu takto:
MP6507=0:
Tolerance měřen zůstává konstantn – nezávisle na rádiusu nástroje.
U ohromných nástrojů se ale redukuje dotykový posuv k nule. Tento
efekt je znát t m dř ve, č m menš zvol te oběžnou rychlost (MP6570)
a př pustnou toleranci (MP6510).
MP6507=1:
Tolerance měřen se měn s rostouc m rádiusem nástroje. To
zajiš
″
uje i u velkých rádiusů nástrojů ještě dostatečný dotykový
posuv. TNC měn toleranci měřen podle následuj c tabulky:
MP6507=2:
Dotykový posuv zůstává konstantn , ale chyba měřen roste lineárně
s rostouc m rádiusem nástroje:
Tolerance měřen = (r • MP6510)/ 5 mm) kde je
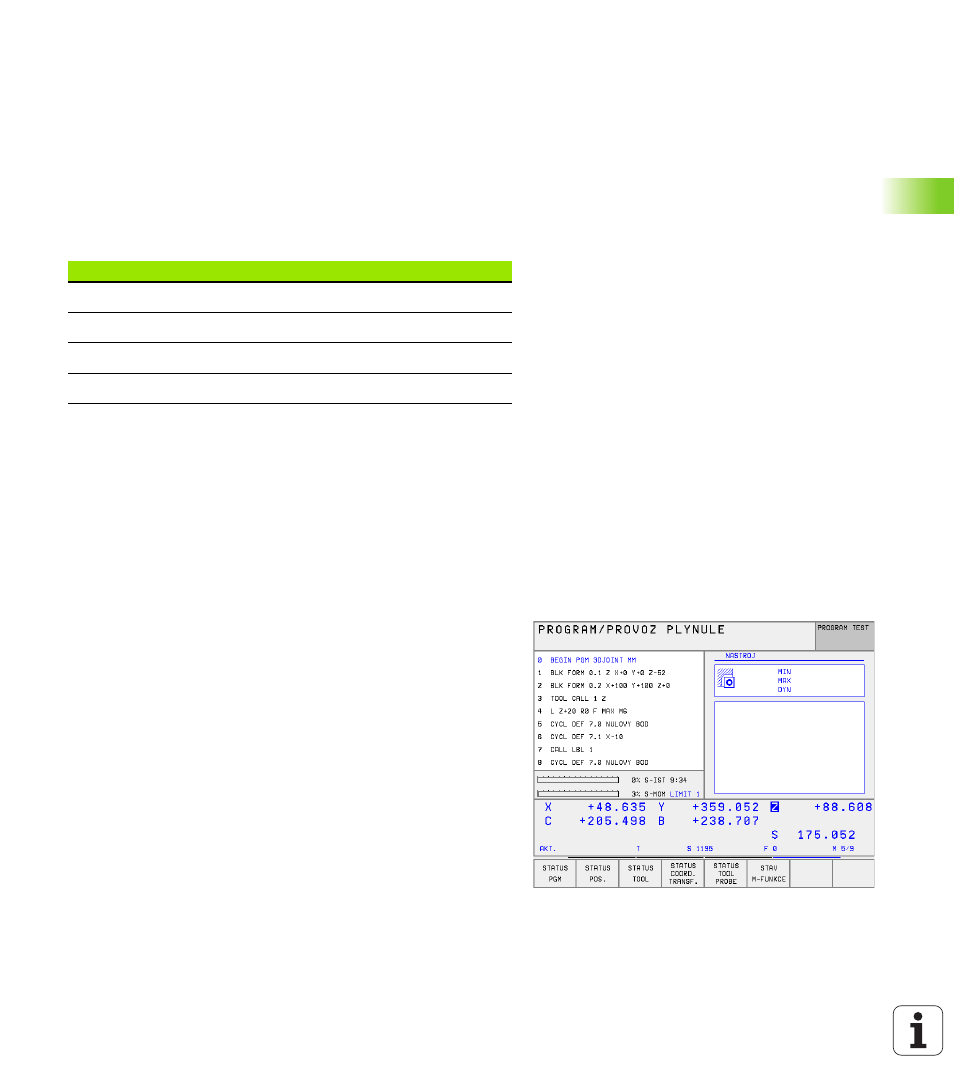
Zobrazen výsledků měřen
Softklávesou STATUS TOOL PROBE můžete zobrazit výsledky
měřen nástroje v př davné indikaci stavu (ve strojn ch provozn ch
režimech). TNC ukazuje vlevo program a vpravo výsledky měřen .
Naměřené hodnoty, které překročily př pustnou toleranci
opotřeben , označuje TNC s „*“ a naměřené hodnoty, které
překročily př pustnou toleranci ulomen , označuje „B“.
Rádius nástroje
Tolerance měřen
až 30 mm
MP6510
30 až 60 mm
2 • MP6510
60 až 90 mm
3 • MP6510
90 až 120 mm
4 • MP6510
r
aktivn rádius nástroje [mm]
MP6510
maximáln př pustná chyba měřen