3 automatic k é pr o měř o v án obr obků – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Uživatelská příručka
Stránka 109
HEIDENHAIN TNC 426, TNC 430
97
3.3
Automatic
k
é pr
o
měř
o
v
án obr
obků
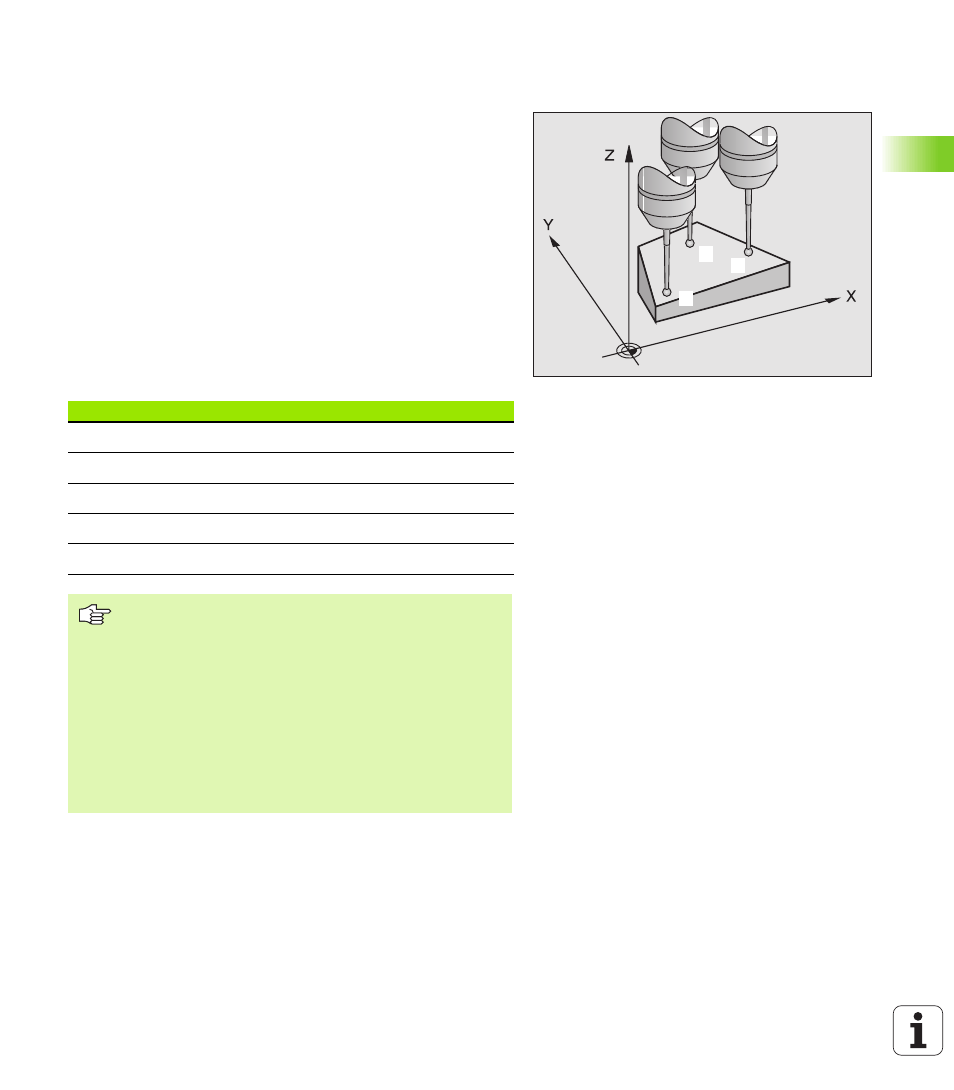
MĚŘENÍ ROVINY (cyklus dotykové sondy 431,
DIN/ISO: G431)
Cyklus dotykové sondy 431 zjist úhel roviny proměřen m tř bodů a
ulož hodnoty do systémových parametrů.
1
TNC polohuje dotykovou sondu rychloposuvem (hodnoty z
MP6150, př padně MP6361) a podle polohovac logiky (viz
Zpracován cyklů sn mac dotykové sondy” na str. 7) k
naprogramovanému dotykovému bodu
1
a tam změř prvn bod
roviny. TNC přitom přesazuje dotykovou sondu oproti směru
dotyku o bezpečnostn vzdálenost
2
Poté jede dotyková sonda zpátky do bezpečné výšky, pak do
obráběc roviny k dotykovému bodu
2
a změř tam skutečnou
hodnotu druhého bodu roviny
3
Poté jede dotyková sonda zpátky do bezpečné výšky, pak do
obráběc roviny k dotykovému bodu
3
a změř tam skutečnou
hodnotu třet ho bodu roviny
4
Nakonec TNC um st dotykovou sondu zpět do bezpečné výšky a
ulož zjištěné hodnoty úhlů do následuj c ch Q parametrů:
2
3
1
Č slo parametru
Význam
Q158
Úhel osy A
Q159
Úhel osy B
Q170
Otáčen kolem osy A
Q171
Otáčen kolem osy B
Q172
Otáčen kolem osy C
Před programován m dbejte na tyto body:
Vyvolán nástroje pro definici osy dotykové sondy mus te
naprogramovat před definic cyklu.
TNC dokáže vypoč tat hodnotu úhlů pouze tehdy, pokud
tři body měřen nelež v jedné př mce.
Od verze NC software 280 476 12 se budou zjiš
″
ovat v
parametrech Q170 – Q172 úhly os natočen , které budou
potřeba pro funkci naklopen roviny obráběn s
prostorovým úhlem. Prvn mi dvěma měřic mi body
určujete vyrovnán hlavn osy při naklopen roviny
obráběn .