3 automatic k é pr o měř o v án obr obků – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Uživatelská příručka
Stránka 91
HEIDENHAIN TNC 426, TNC 430
79
3.3
Automatic
k
é pr
o
měř
o
v
án obr
obků
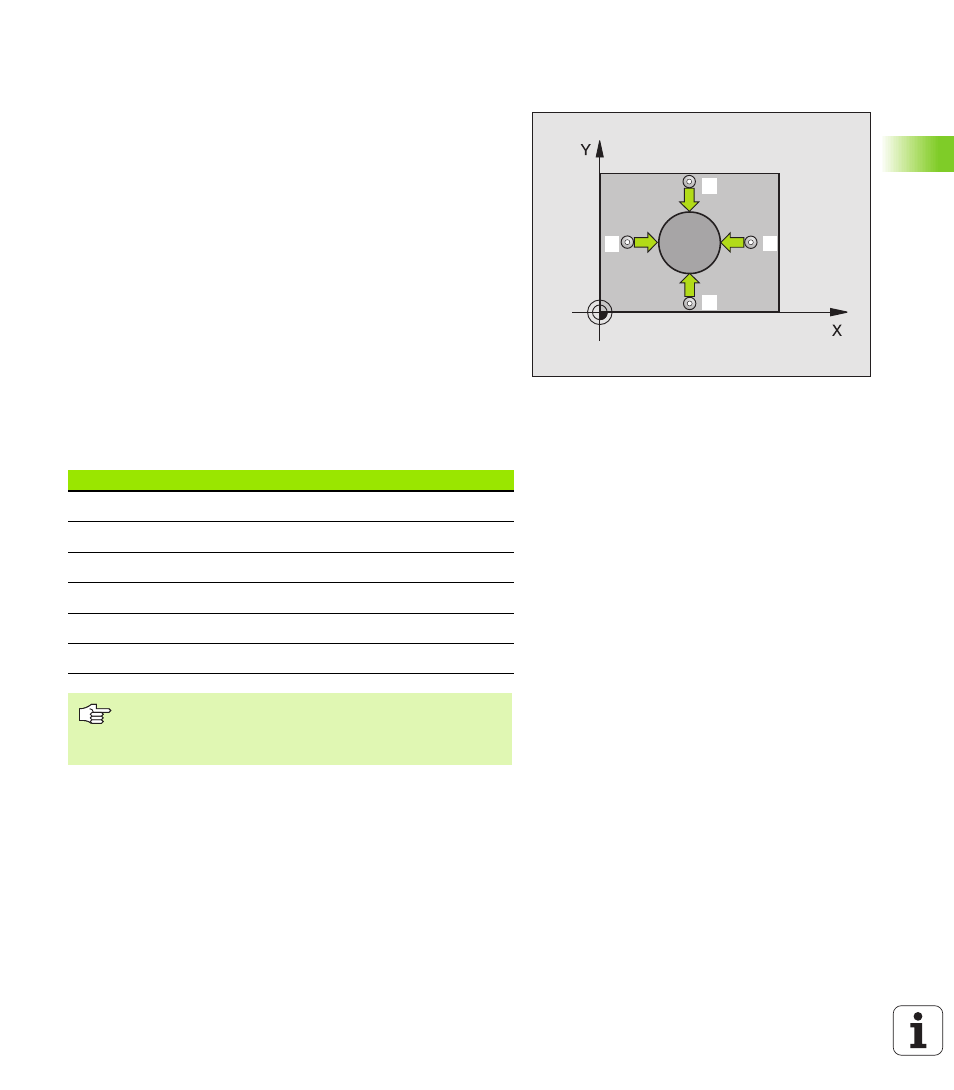
MĚŘENÍ KRUH ZVENKU (cyklus dotykové
sondy 422, DIN/ISO: G422)
Cyklus dotykové sondy 422 zjist střed a průměr kruhového čepu.
Pokud jste definovali př slušné hodnoty tolerance v cyklu, tak TNC
provede porovnán c lové a aktuáln polohy a ulož odchylky do
systémových parametrů.
1
TNC polohuje dotykovou sondu rychloposuvem (hodnota z
MP6150, př padně MP6361) a podle polohovac logiky (viz
Zpracován cyklů sn mac dotykové sondy” na str. 7) k
dotykovému bodu
1
. TNC vypočte dotykové body z údajů cyklu a
bezpečnostn vzdálenosti z MP6140
2
Pak najede dotyková sonda na zadanou výšku měřen a provede
prvn sn mán se sn mac m posuvem (MP6120, př padně
MP6360). TNC určuje směr dotyku automaticky, podle
naprogramovaného startovn ho úhlu
3
Poté jede dotyková sonda v kruhu, bu to ve výšce měřen nebo v
bezpečnostn výšce, k dalš mu dotykovému bodu
2
a vykoná tam
druhé sn mán .
4
TNC polohuje dotykovou sondu k dotykovému bodu
3
a pak k
dotykovému bodu
4
a tam provede třet , př padně čtvrté sn mán
5
Poté um st TNC dotykovou sondu zpět do bezpečné výšky a ulož
aktuáln hodnoty a odchylky do následuj c ch Q parametrů:
2
1
3
4
Č slo parametru
Význam
Q151
Skutečná hodnota středu hlavn osy
Q152
Skutečná hodnota středu vedlejš osy
Q153
Skutečná hodnota průměru
Q161
Odchylka středu hlavn osy
Q162
Odchylka středu vedlejš osy
Q163
Odchylka průměru
Před programován m dbejte na tyto body:
Vyvolán nástroje pro definici osy dotykové sondy mus te
naprogramovat před definic cyklu.