HEIDENHAIN iTNC 530 (340 49x-01) Uživatelská příručka
Stránka 136
136
4 Programován : Základy, správa souborů, pomůcky pro programován , správa palet
4.13 Paletový r
e
žim s obráběnm orientovaným na nástr
o
je
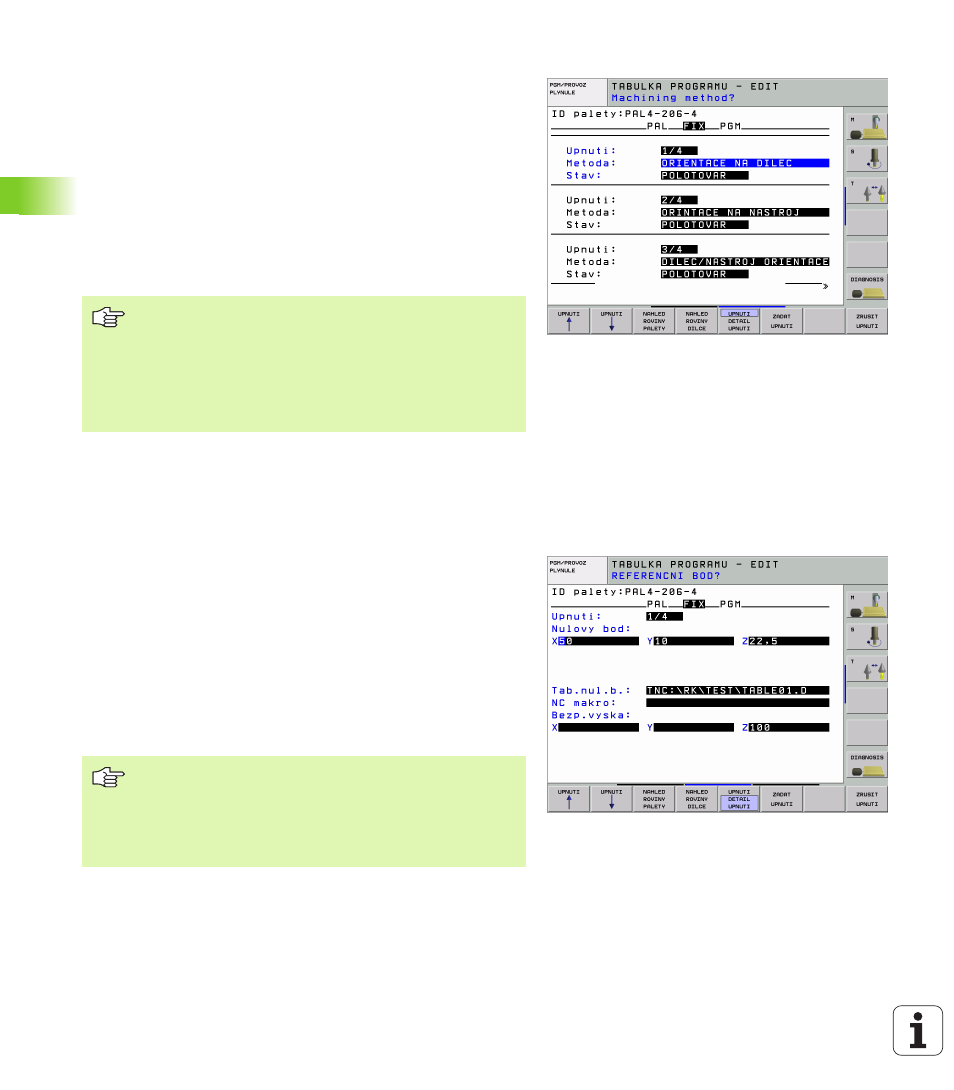
Nastaven roviny up nán
Up nán : zobraz se č slo up nán , za lom tkem je uveden počet
upnut v této rovině.
Metoda: můžete zvolit postupy obráběn ORIENTOVÁNO NA
OBROBEK (WORKPIECE ORIENTED), př padně ORIENTOVÁNO
NA NÁSTROJ (TOOL ORIENTED). Provedená volba se převezme
do př slušné roviny obrobku a přep še př padné existuj c záznamy.
V tabulkovém náhledu se objev zadán WORKPIECE ORIENTED
jako WPO a TOOL ORIENTED jako TO.
Softklávesou SPOJIT/ODDĚLIT označ te upnut , která jsou
zahrnuta do výpočtů při obráběn orientovaném na nástroje.
Spojená upnut jsou označena přerušovanou spojovac čárkou,
oddělená upnut nepřerušovanou př mkou. V tabulkovém náhledu
jsou spojené obrobky ve sloupci METODA označeny jako CTO.
Stav: softklávesou POLOTOVAR se označ upnut s př slušnými
obrobky jako ještě neobrobené a do pole Stav se zanese BLANK.
Pro přeskočen up nán při obráběn použ vejte softklávesu VOLNÉ
MÍSTO, v pol čku STAV se objev EMPTY
Nastaven podrobnost v rovině up nán
Up nán : zobraz se č slo up nán , za lom tkem je uveden počet
upnut v této rovině.
Nulový bod: zadejte nulový bod pro upnut
Tabulka nul. bodů: zadejte název a cestu tabulky nulového bodu,
která je platná pro obráběn součásti. Zadán se převezme do
roviny obrobku.
NC makro: u obráběn orientovaného na nástroje se provede
nam sto normáln ho makra pro výměnu nástrojů makro
TCTOOLMODE.
Bezpečná výška: (volitelné): bezpečná poloha pro jednotlivé osy
vztažená k upnut
Záznam TO /WP ORIENTATE nelze nastavit pomoc
softklávesy, ta se objev pouze tehdy, když byly v rovině
obrobku nastaveny pro obrobky rozd lné obráběc
metody.
Pokud se nastav metoda obráběn v up nac rovině,
záznamy se převezmou do roviny obrobku a př padně
přep šou dosavadn záznamy.
Pro osy se mohou zadat bezpečnostn polohy, které lze
přeč st z NC maker pomoc SYSREAD FN18 ID510 NR 6.
Pomoc SYSREAD FN18 ID510 NR 5 lze zjistit, zda byla ve
sloupci naprogramovaná nějaká hodnota. Na udané
polohy se najede pouze tehdy, pokud se tyto hodnoty v
NC makrech přečtou a př slušně naprogramuj