Dokončení stěn (cyklus 24), 24 dokončení stěny (volitelně použitelné), 6 sl c ykly – HEIDENHAIN iTNC 530 (340 49x-01) Uživatelská příručka
Stránka 379
HEIDENHAIN iTNC 530
379
8.6 SL
c
ykly
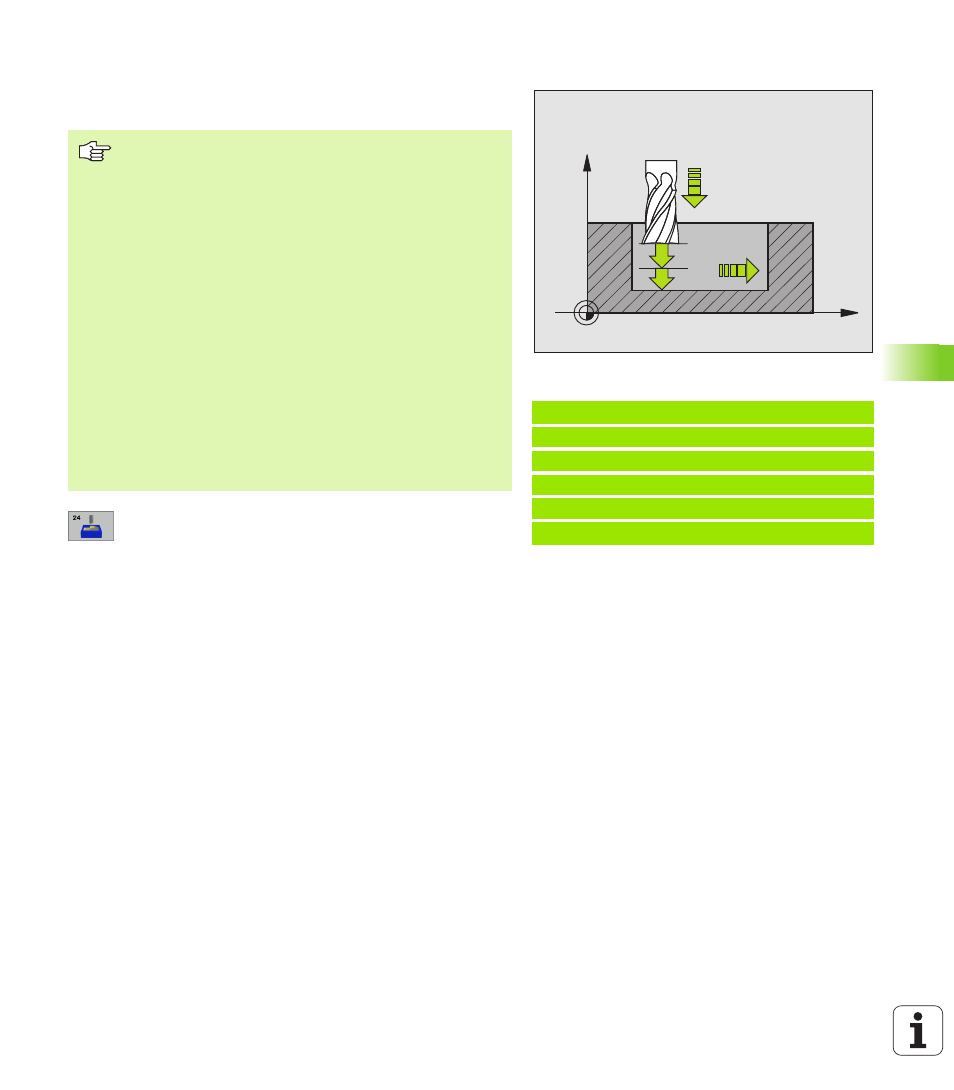
DOKONČENÍ STĚN (cyklus 24)
TNC naj žd nástrojem po kruhové dráze tangenciálně na d lč obrysy.
Každý d lč obrys se dokonč samostatně.
8
Smysl otáčen ? Ve smyslu hodinových ručiček =
1 Q9:
Směr obráběn :
+1:otáčen proti smyslu hodinových ručiček
–1:otáčen ve smyslu hodinových ručiček
8
Hloubka př suvu Q10 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune.
8
Posuv př suvu do hloubky Q11: posuv při
zanořován .
8
Posuv hrubován Q12: frézovac posuv
8
Př davek na dokončen stěny Q14
(inkrementálně): př davek pro v cenásobné
dokončován ; zadáte li Q14 = 0, pak se odstran
posledn zbytek př davku
Př klad: NC bloky
61 CYCL DEF 24.0 DOKONČENÍ STĚN
Q9=+1
;SMYSL OTÁČENÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100
;POSUV PŘÍSUVU DO HL.
Q12=350
;POSUV HRUBOVÁNÍ
Q14=+0
;PŘÍDAVEK DO STRANY
X
Z
Q11
Q12
Q10
Před programován m dbejte na tyto body
Součet př davku na dokončen stěny (Q14) a rádiusu
dokončovac ho nástroje mus být menš než součet
př davku na dokončen stěny (Q3, cyklus 20) a rádiusu
hrubovac ho nástroje.
Pokud použijete cyklus 24, aniž jste předt m vyhrubovali
s cyklem 22, plat rovněž výše uvedený výpočet; rádius
hrubovac ho nástroje pak má hodnotu „0“.
Cyklus 24 můžete použ t také k frézován obrysu. Pak
mus te
definovat frézovaný obrys jako jednotlivý ostrůvek (bez
ohraničen kapsy); a
zadat př davek na dokončen (Q3) v cyklu 20 větš , než
je součet př davku na dokončen Q14 + rádiusu
použitého nástroje.
TNC si sám zjist bod startu pro dokončován . Bod startu
je závislý na prostorových poměrech v kapse a na
př davku programovaném v cyklu 20.