4 cykly k frézován kapes, ostrůvků (čepů) a drážek – HEIDENHAIN iTNC 530 (340 49x-01) Uživatelská příručka
Stránka 352
352
8 Programován : Cykly
8.4 Cykly k frézován kapes, ostrůvků (čepů) a drážek
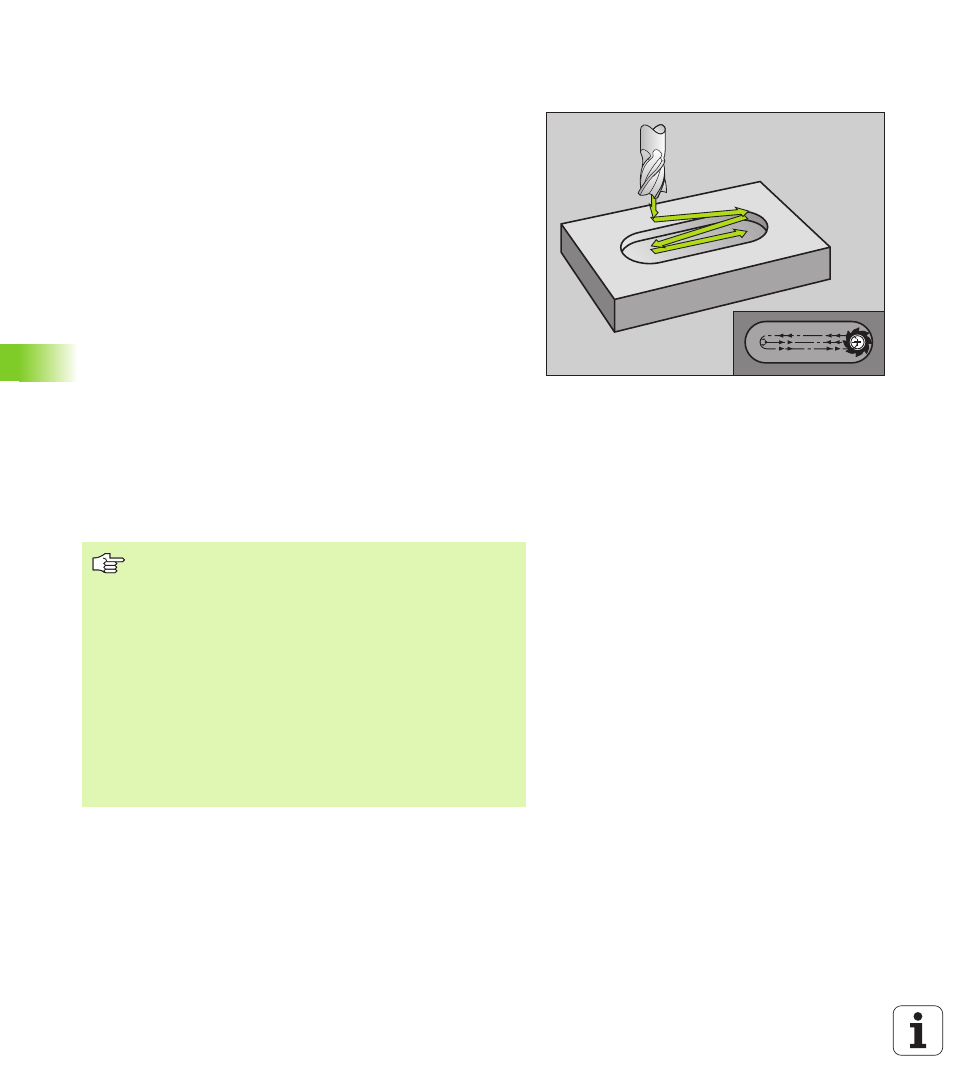
DRÁŽKA (podélný otvor) s kyvným
zanořován m (cyklus 210)
Hrubován
1
TNC napolohuje nástroj v ose vřetena rychloposuvem na 2.
bezpečnostn vzdálenost a potom do středu levého kruhového
oblouku; odtud napolohuje TNC nástroj na bezpečnostn
vzdálenost nad povrchem obrobku.
2
Nástroj najede posuvem pro frézován na povrch obrobku; odtud
poj žd fréza v podélném směru drážky – přičemž se šikmo
zanořuje do materiálu – ke středu pravého kruhového oblouku.
3
Potom přej žd nástroj opět se šikmým zanořován m zpět do
středu levého kruhového oblouku; tyto kroky se opakuj , až se
dosáhne naprogramované hloubky frézován .
4
Na hloubce frézován přej žd TNC nástrojem rovinným frézován m
na druhý konec drážky a potom opět do středu drážky.
Dokončen
5
TNC polohuje nástroj do středu levého kruhu drážky a odtud
polokruhem tangenciálně na levý konec drážky; poté obrob TNC
obrys načisto sousledným frézován m (s M3), pokud je to zadané
i několika př suvy.
6
Na konci obrysu odjede nástroj – tangenciálně od obrysu – do
středu levého kruhu drážky.
7
Nakonec odjede nástroj rychloposuvem FMAX zpět na
bezpečnostn vzdálenost a – pokud je zadána – na
2. bezpečnostn vzdálenost.
Před programován m dbejte na tyto body
TNC předpolohuje nástroj v ose nástroje a v rovině
obráběn automaticky.
Při hrubován se nástroj zanořuje do materiálu kývavě, od
jednoho konce drážky k druhému. Předvrtán proto nen
nutné.
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC tento
cyklus neprovede.
Průměr frézy nevolte větš , než je š řka drážky, a ne
menš , než je třetina š řky drážky.
Průměr frézy volte menš , než je polovina délky drážky:
jinak TNC nemůže kývavě zanořovat.