Rastr bodů na kružnici (cyklus 220), 5 cykly k vytvoř en bodových rastrů – HEIDENHAIN iTNC 530 (340 49x-01) Uživatelská příručka
Stránka 362
362
8 Programován : Cykly
8.5 Cykly k vytvoř
en bodových rastrů
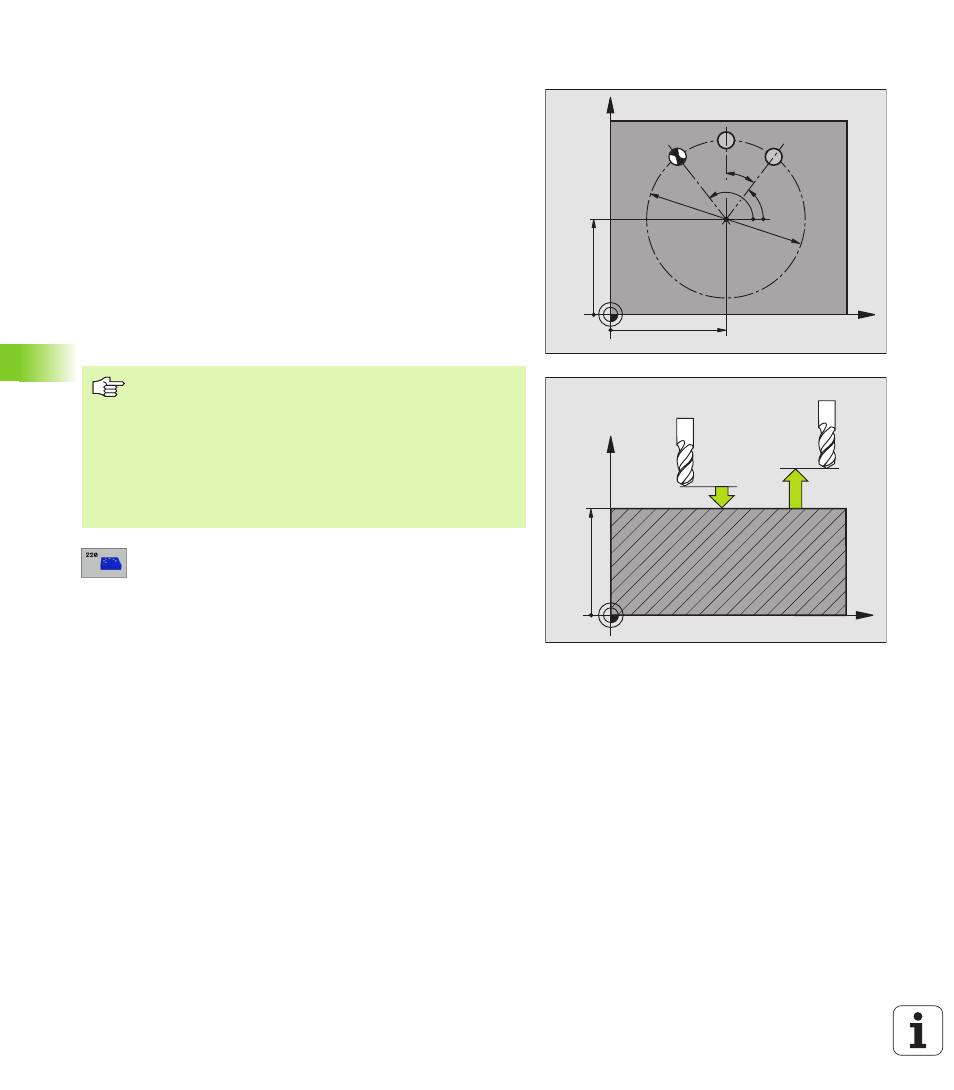
RASTR BODŮ NA KRUŽNICI (cyklus 220)
1
TNC napolohuje rychloposuvem nástroj z aktuáln polohy do
bodu startu prvn ho obráběn .
Pořad :
2. bezpečnostn vzdálenost najet (osa vřetena)
najet do bodu startu v rovině obráběn
najet na bezpečnostn vzdálenost nad povrchem obrobku (osa
vřetena)
2
Z této polohy provede TNC naposledy definovaný obráběc
cyklus
3
Potom TNC napolohuje nástroj př mkovým pohybem do bodu
startu dalš ho obráběn ; nástroj se přitom nacház v bezpečnostn
vzdálenosti (nebo 2. bezpečnostn vzdálenosti).
4
Tento postup (1 až 3) se opakuje, až se provedou všechny
obráběc operace.
8
Střed 1. osy Q216 (absolutně): střed roztečné
kružnice v hlavn ose roviny obráběn .
8
Střed 2. osy Q217 (absolutně): střed roztečné
kružnice ve vedlejš ose roviny obráběn .
8
Průměr roztečné kružnice Q244: průměr roztečné
kružnice.
8
Úhel startu Q245 (absolutně): úhel mezi hlavn osou
roviny obráběn a bodem startu prvn operace
obráběn na roztečné kružnici.
8
Koncový úhel Q246 (absolutně): úhel mezi hlavn
osou roviny obráběn a bodem startu posledn
operace obráběn na roztečné kružnici (neplat pro
úplné kruhy); koncový úhel zadávejte různý od úhlu
startu; je li koncový úhel větš než úhel startu, pak
prob há obráběn proti smyslu hodinových ručiček,
jinak se obráb ve smyslu hodinových ručiček.
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
X
Z
Q200
Q203
Q204
Před programován m dbejte na tyto body
Cyklus 220 je aktivn jako DEF, to znamená, že cyklus 220
automaticky vyvolává naposledy definovaný cyklus
obráběn .
Pokud kombinujete některý z obráběc ch cyklů 200 až
209, 212 až 215, 251 až 265 a 267 s cyklem 220, pak je
účinná bezpečnostn vzdálenost, povrch obrobku a 2.
bezpečnostn vzdálenost z cyklu 220.