11 přklady pr ogramován, Př klad: vydutý (konkávn ) válec kulovou frézou – HEIDENHAIN iTNC 530 (340 49x-01) Uživatelská příručka
Stránka 542
542
11 Programován : Q parametry
11.11 Přklady pr
ogramován
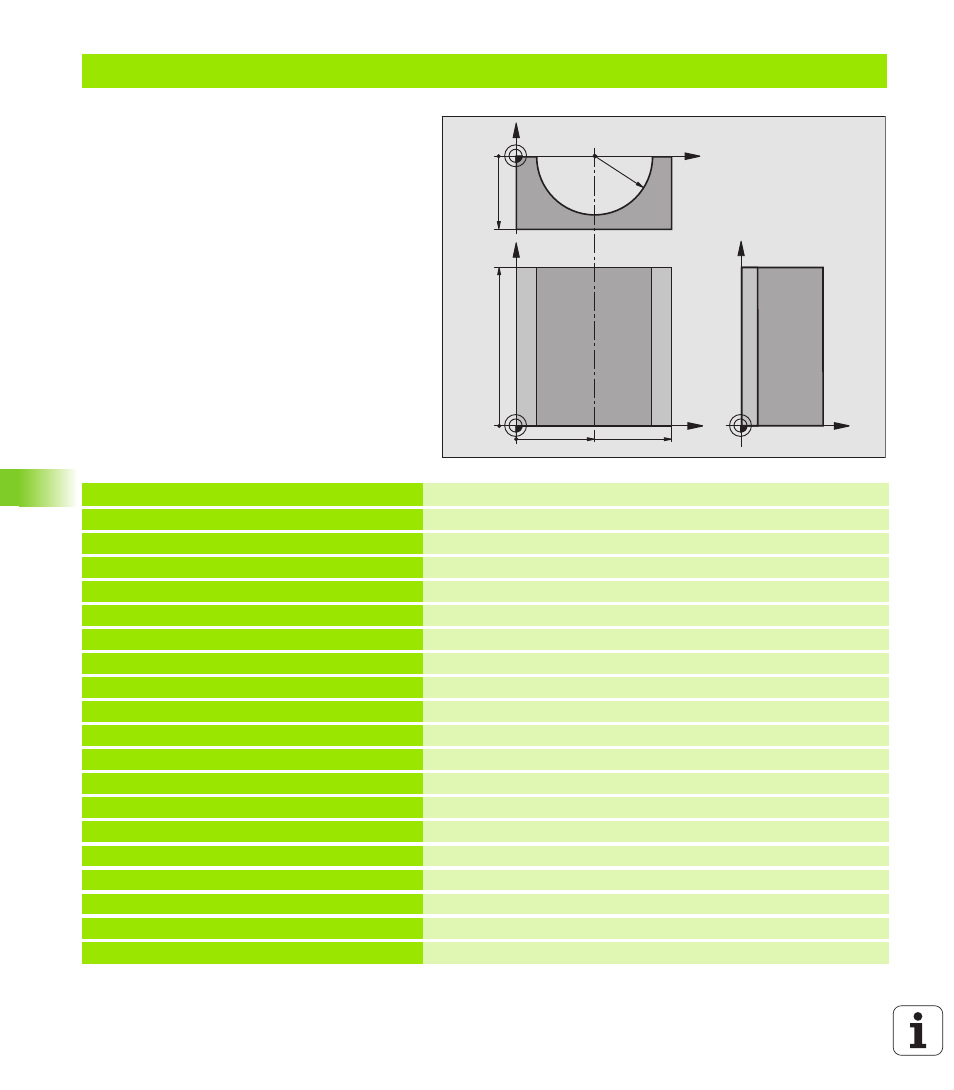
Př klad: Vydutý (konkávn ) válec kulovou frézou
Průběh programu
Program funguje pouze s kulovou frézou, délka
nástroje se vztahuje ke středu koule
Obrys válce je aproximován velkým množstv m
př mkových úseků (lze definovat v Q13). Č m
v ce kroků je definováno, t m hladš je obrys
Válec se frézuje v podélných řezech (zde:
paralelně s osou Y)
Směr frézován urč te pomoc úhlu startu a
koncového úhlu v prostoru:
Směr obráběn ve smyslu hodinových ručiček:
úhel startu > úhel konce
Směr obráběn proti smyslu hodinových
ručiček:
úhel startu < úhel konce
Rádius nástroje se koriguje automaticky
0 BEGIN PGM VÁLEC MM
1 FN 0: Q1 = +50
Střed v ose X
2 FN 0: Q2 = +0
Střed v ose Y
3 FN 0: Q3 = +0
Střed v ose Z
4 FN 0: Q4 = +90
Prostorový úhel startu (rovina Z/X)
5 FN 0: Q5 = +270
Prostorový koncový úhel (rovina Z/X)
6 FN 0: Q6 = +40
Rádius válce
7 FN 0: Q7 = +100
Délka válce
8 FN 0: Q8 = +0
Natočen v rovině X/Y
9 FN 0: Q10 = +5
Př davek na rádius válce
10 FN 0: Q11 = +250
Posuv př suvu do hloubky
11 FN 0: Q12 = +400
Posuv při frézován
12 FN 0: Q13 = +90
Počet řezů
13 BLK FORM 0.1 Z X+0 Y+0 Z 50
Definice neobrobeného polotovaru
15 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
Definice nástroje
16 TOOL CALL 1 Z S4000
Vyvolán nástroje
17 L Z+250 R0 FMAX
Odjet nástroje
18 CALL LBL 10
Vyvolán obráběn
19 FN 0: Q10 = +0
Zrušen př davku
X
Y
50
100
100
Z
Y
X
Z
-50
R40