Odjetí po přímce s tangenciálním napojením: dep lt, 3 najetí a opušt ění obrysu – HEIDENHAIN TNC 620 (73498x-01) Uživatelská příručka
Stránka 177
HEIDENHAIN TNC 620
177
6.3 Najetí a opušt
ění obrysu
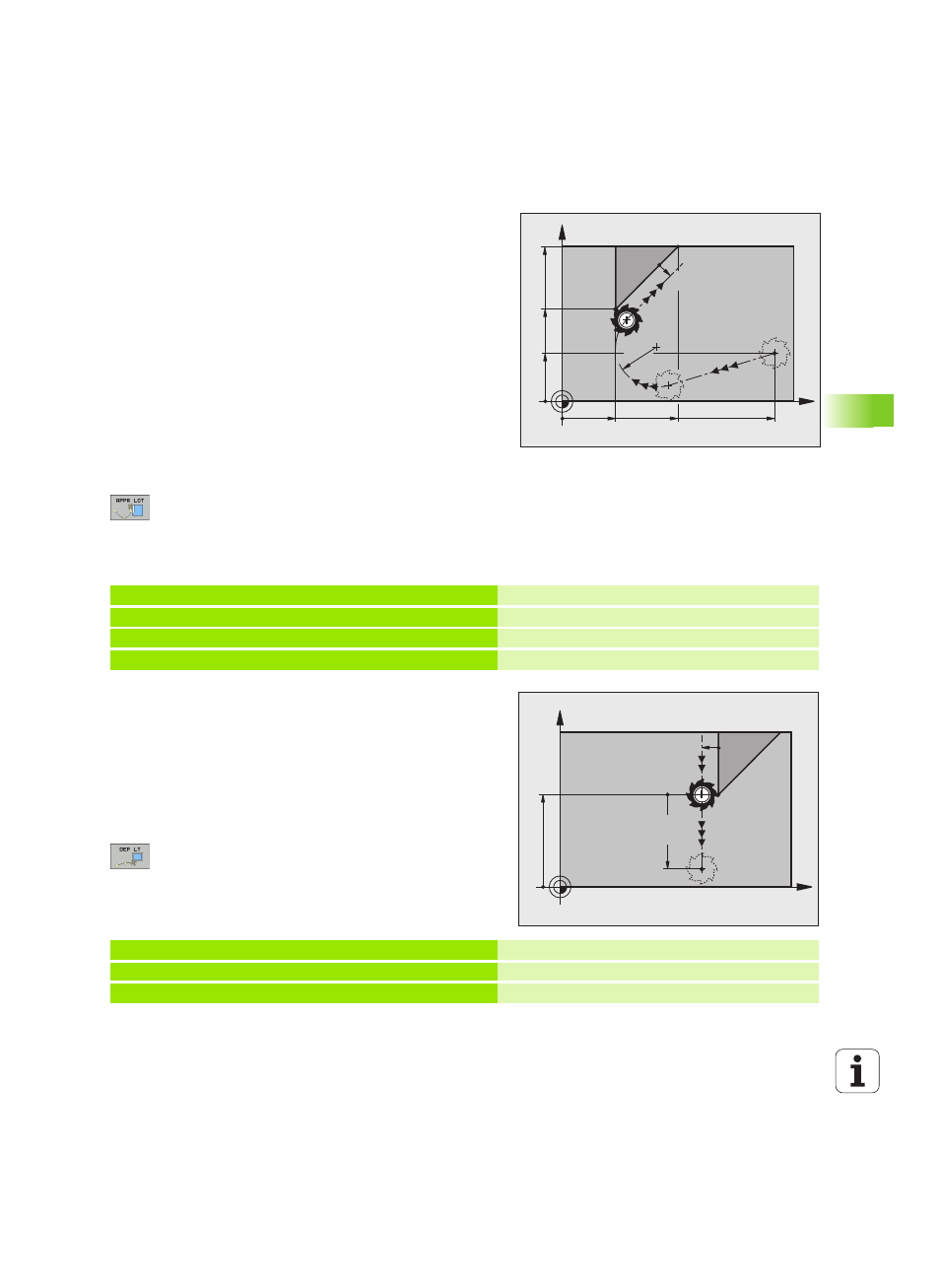
Najetí po kruhové dráze s tangenciálním
napojením na obrys a přímkový úsek: APPR LCT
TNC najíždí nástrojem po přímce z výchozího bodu P
S
na pomocný
bod P
H
. Odtud najíždí po kruhové dráze na první bod obrysu P
A
.
Posuv naprogramovaný v bloku APPR je účinný na celé dráze, kterou
TNC během bloku najíždění projíždí (dráha P
S
- P
A
).
Pokud jste v bloku najíždění naprogramovali všechny hlavní tři osy
souřadnic X, Y a Z, tak TNC jede z pozice definované v bloku APPR
ve všech třech osách současně do pomocného bodu P
H
a poté z P
H
do P
A
pouze v obráběcí rovině.
Kruhová dráha se tangenciálně napojuje jak na přímku P
S
– P
H
, tak i
na první bod obrysu. Tím je kruhová dráha jednoznačně definována
pomocí rádiusu R.
U
Libovolná dráhová funkce: najet na výchozí bod P
S
U
Zahajte dialog stisknutím klávesy APPR/DEP a softtlačítka
APPR LCT:
U
Souřadnice prvního bodu obrysu P
A
U
Rádius R kruhové dráhy. R zadejte kladné
U
Korekce rádiusu RR/RL pro obrábění
Příklad NC-bloků
Odjetí po přímce s tangenciálním napojením:
DEP LT
TNC odjíždí nástrojem po přímce z posledního bodu obrysu P
E
do
koncového bodu P
N
. Přímka leží v prodloužení posledního prvku
obrysu. P
N
se nachází ve vzdálenosti LEN od P
E
.
U
Naprogramování posledního obrysového prvku s koncovým bodem
P
E
a korekcí rádiusu
U
Zahajte dialog stisknutím klávesy APPR/DEP a softtlačítka DEP LT:
U
LEN: zadejte vzdálenost koncového bodu P
N
od
posledního prvku obrysu P
E
Příklad NC-bloků
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
7 L X+40 Y+10 R0 FMAX M3
Najetí na P
S
bez korekce rádiusu
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
P
A
s korekcí rádiusu RR, rádius R=10
9 L X+20 Y+35
Koncový bod prvního prvku obrysu
10 L ...
Další obrysový prvek
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Poslední obrysový prvek: P
E
s korekcí rádiusu
24 DEP LT LEN12.5 F100
Odjetí o LEN=12,5 mm
25 L Z+100 FMAX M2
Vyjetí v ose Z, skok zpátky, konec programu