6 p říklady programování, Příklad: skupina děr několika nástroji – HEIDENHAIN TNC 620 (73498x-01) Uživatelská příručka
Stránka 233
HEIDENHAIN TNC 620
233
7.6 P
říklady programování
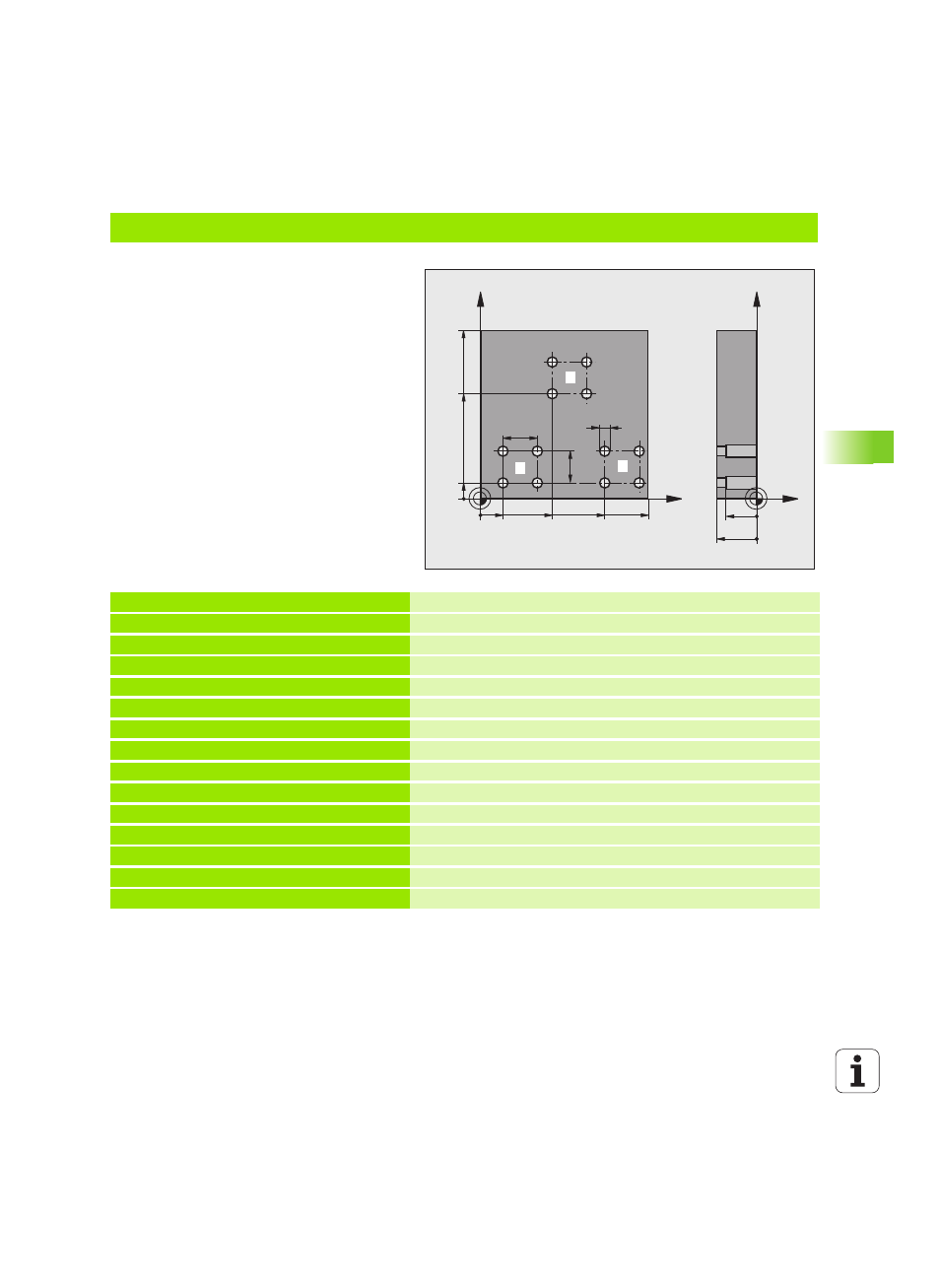
Příklad: Skupina děr několika nástroji
Průběh programu
Programování obráběcích cyklů v hlavním
programu
Vyvolání kompletního vrtacího plánu
(podprogram 1)
Najetí na skupinu děr v podprogramu 1, vyvolání
skupiny děr (podprogram 2)
Skupina děr se naprogramuje jen jednou v
podprogramu 2
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S5000
Vyvolání nástroje – středicí vrták
4 L Z+250 R0 FMAX
Odjetí nástroje
5 CYCL DEF 200 VRTÁNÍ
Definice cyklu navrtání středicích důlků
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q202=-3
;HLOUBKA
Q206=250 ;PŘÍSUV F DO HLOUBKY
Q202=3
;HLOUBKA PŘÍSUVU
Q210=0
;ČAS PRODLEVY NAHOŘE
Q203=+0 ;SOUŘADNICE POVRCHU
Q204=10 ;2. BEZPEČNÁ VZDÁLENOST
Q211=0,25 ;ČASOVÁ PRODLEVA DOLE
6 CALL LBL 1
Vyvolání podprogramu 1 pro kompletní vrtací plán
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
2
3