13 p říklady programování – HEIDENHAIN TNC 620 (73498x-01) Uživatelská příručka
Stránka 309
HEIDENHAIN TNC 620
309
8.13 P
říklady programování
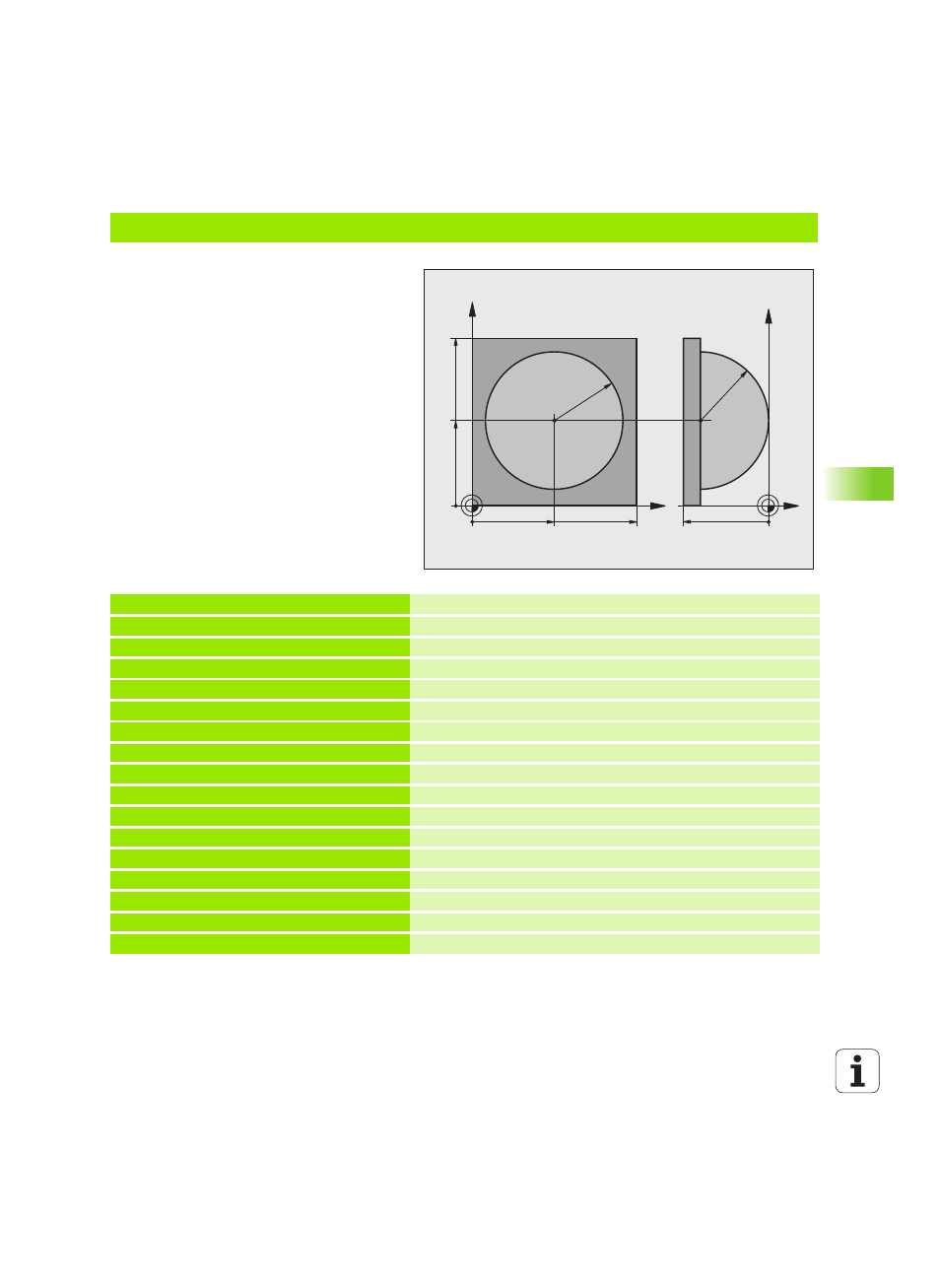
Příklad: Vypouklá (konvexní) koule stopkovou frézou
Průběh programu
Program funguje pouze se stopkovou frézou
Obrys koule se aproximuje velkým množstvím
malých přímkových úseků (rovina Z/X, počet se
definuje v Q14). Čím menší úhlový krok se
definuje, tím hladší je obrys
Počet obrysových řezů určíte pomocí úhlového
kroku v rovině (v Q18).
Koule se frézuje v 3D-řezu zespoda nahoru
Rádius nástroje se koriguje automaticky
0 BEGIN PGM KOULE MM
1 FN 0: Q1 = +50
Střed v ose X
2 FN 0: Q2 =+50
Střed v ose Y
3 FN 0: Q4 = +90
Prostorový úhel startu (rovina Z/X)
4 FN 0: Q5 = +0
Prostorový koncový úhel (rovina Z/X)
5 FN 0: Q14 = +5
Úhlový krok v prostoru
6 FN 0: Q6 = +45
Rádius koule
7 FN 0: Q8 = +0
Úhel startu natočení v rovině X/Y
8 FN 0: Q9 = +360
Koncový úhel natočení v rovině X/Y
9 FN 0: Q18 = +10
Úhlový krok v rovině X/Y pro hrubování
10 FN 0: Q10 = +5
Přídavek na rádius koule pro hrubování
11 FN 0: Q11 = +2
Bezpečná vzdálenost pro předpolohování v ose vřetena
12 FN 0: Q12 = +350
Posuv při frézování
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Definice neobrobeného polotovaru
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL CALL 1 Z S4000
Vyvolání nástroje
16 L Z+250 R0 FMAX
Odjetí nástroje
X
Y
50
100
100
Z
Y
-50
R45
50
R45