3 najetí a opušt ění obrysu – HEIDENHAIN TNC 620 (73498x-01) Uživatelská příručka
Stránka 178
178
Programování: Programování obrysů
6.3 Najetí a opušt
ění obrysu
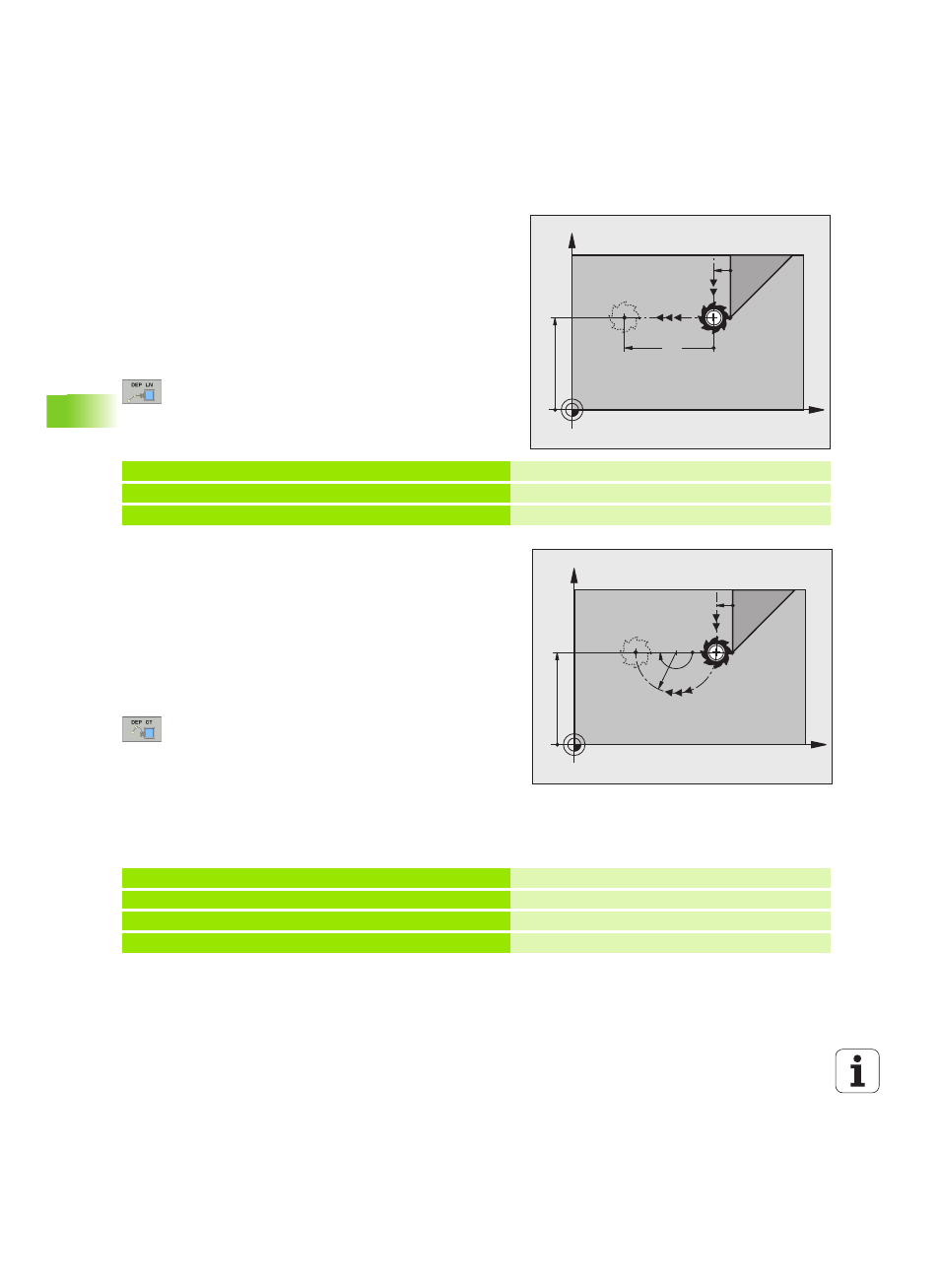
Odjetí po přímce kolmo od posledního bodu
obrysu: DEP LN
TNC odjíždí nástrojem po přímce z posledního bodu obrysu P
E
do
koncového bodu P
N
. Přímka vychází kolmo směrem od posledního
bodu obrysu P
E
. P
N
se nachází od P
E
ve vzdálenosti LEN + rádius
nástroje.
U
Naprogramování posledního obrysového prvku s koncovým bodem
P
E
a korekcí rádiusu
U
Zahájení dialogu klávesou APPR/DEP a softtlačítkem DEP LN:
U
LEN: zadejte vzdálenost koncového bodu P
N
Důležité: LEN zadejte kladné!
Příklad NC-bloků
Odjetí po kruhové dráze s tangenciálním
napojením: DEP CT
TNC odjíždí nástrojem po kruhové dráze z posledního bodu obrysu P
E
do koncového bodu P
N
. Kruhová dráha se tangenciálně napojuje na
poslední prvek obrysu.
U
Naprogramování posledního obrysového prvku s koncovým bodem
P
E
a korekcí rádiusu
U
Zahájení dialogu stisknutím klávesy APPR/DEP a softtlačítka
DEP CT:
U
Středový úhel CCA kruhové dráhy
U
Rádius R kruhové dráhy
Nástroj má opustit obrobek na té straně, která byla
definována korekcí rádiusu: zadejte kladné R
Nástroj má opustit obrobek na protilehlé straně,
než která byla definována korekcí rádiusu: R
zadejte záporné
Příklad NC-bloků
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Poslední obrysový prvek: P
E
s korekcí rádiusu
24 DEP LN LEN+20 F100
Odjetí o LEN = 20 mm kolmo od obrysu
25 L Z+100 FMAX M2
Vyjetí v ose Z, skok zpátky, konec programu
X
Y
20
P
N
R0
P
E
RR
R8 180°
RR
23 L Y+20 RR F100
Poslední obrysový prvek: P
E
s korekcí rádiusu
24 DEP CT CCA 180 R+8 F100
Středový úhel = 180 °,
Rádius kruhové dráhy = 8 mm
25 L Z+100 FMAX M2
Vyjetí v ose Z, skok zpátky, konec programu