HEIDENHAIN TNC 620 (81760x-01) ISO programming Uživatelská příručka
Stránka 194
Programování: Programování obrysů
6.3
Najetí a opuštění obrysu
6
194
TNC 620 | Uživatelská příručka programování v DIN/ISO | 4/2014
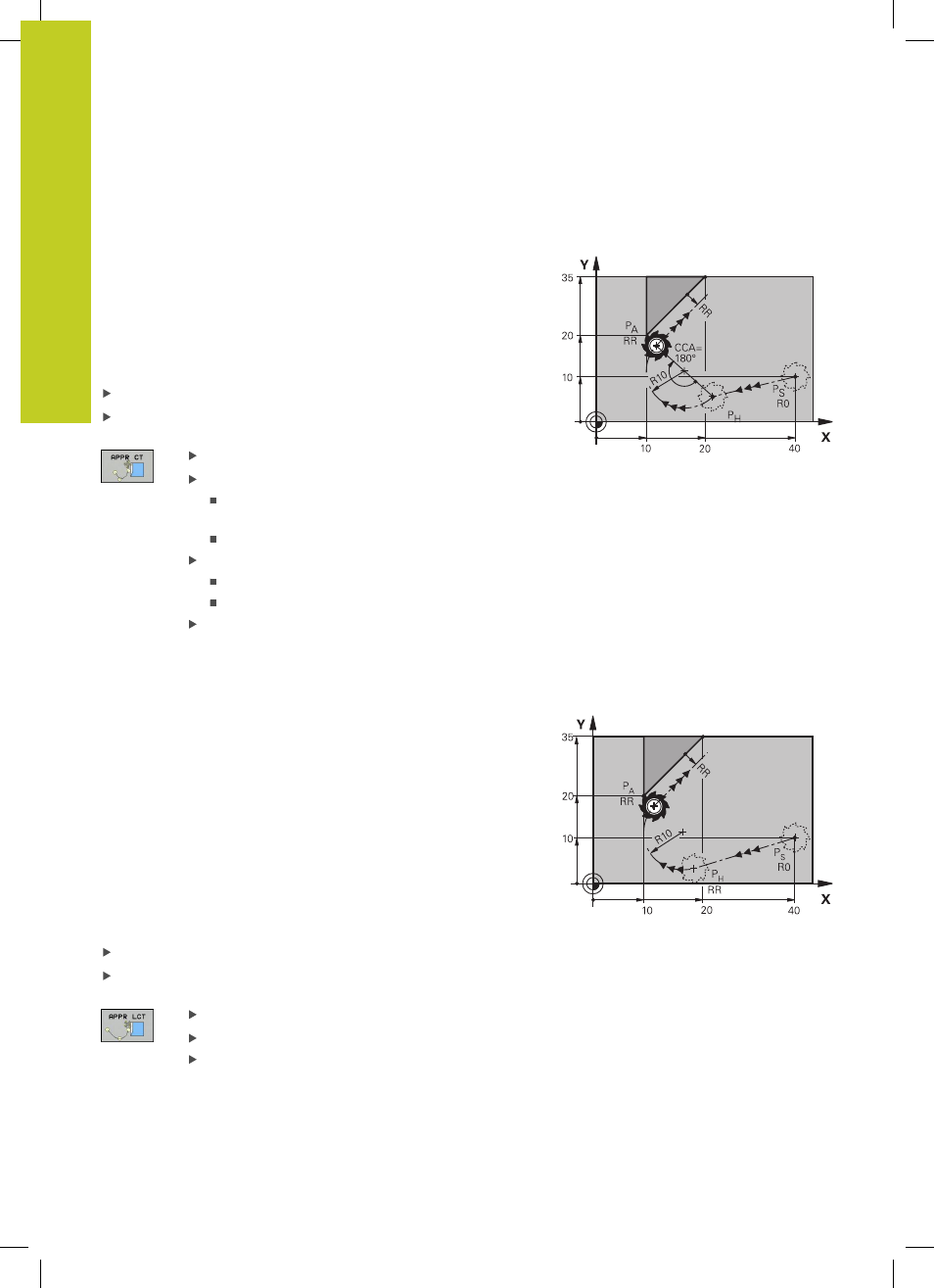
Najetí po kruhové dráze s tangenciálním napojením:
APPR CT
TNC najíždí nástrojem po přímce ze startovního bodu P
S
na
pomocný bod P
H
. Odtud najíždí po kruhové dráze, která přechází
tangenciálně do prvního obrysového prvku, na první bod obrysu
PA.
Kruhová dráha z P
H
do P
A
je definována rádiusem R a úhlem
středu CCA. Smysl otáčení kruhové dráhy je dán průběhem prvního
prvku obrysu.
Libovolná dráhová funkce: najet na startovní bod P
S
Zahájení dialogu stisknutím klávesy APPR/DEP a softtlačítka
APPR CT
:
Souřadnice prvního bodu obrysu P
A
Rádius R kruhové dráhy
Najetí na stranu obrobku, která je definovaná
korekcí rádiusu: Zadejte kladné R.
Najetí ze strany obrobku: Zadejte záporné R.
Úhel středu CCA kruhové dráhy
CCA zadávejte pouze kladné.
Maximální hodnota zadání 360°
Korekce rádiusu G41/G42 pro obrábění
Najetí po kruhové dráze s tangenciálním napojením na
obrys a přímkový úsek: APPR LCT
TNC najíždí nástrojem po přímce ze startovního bodu P
S
na
pomocný bod P
H
. Odtud najíždí po kruhové dráze na první bod
obrysu P
A
. Posuv naprogramovaný v bloku APPR je účinný na celé
dráze, kterou TNC během bloku najíždění projíždí (dráha PT
S
–
P
A
).
Pokud jste v bloku najíždění naprogramovali všechny hlavní tři
osy souřadnic X, Y a Z, tak TNC jede z pozice definované v bloku
APPR ve všech třech osách současně do pomocného bodu PH a
poté z P
H
do P
A
pouze v obráběcí rovině.
Kruhová dráha se tangenciálně napojuje jak na přímku P
S
– P
H
,
tak i na první bod obrysu. Tím je kruhová dráha jednoznačně
definována pomocí rádiusu R.
Libovolná dráhová funkce: najet na startovní bod P
S
Zahajte dialog stisknutím klávesy APPR/DEP a softtlačítka APPR
LCT
:
Souřadnice prvního bodu obrysu P
A
Rádius R kruhové dráhy. R zadejte kladné
Korekce rádiusu G41/G42 pro obrábění