Kruhová dráha c kolem středu kruhu cc – HEIDENHAIN TNC 620 (81760x-01) ISO programming Uživatelská příručka
Stránka 202
Programování: Programování obrysů
6.4
Dráhové pohyby - pravoúhlé souřadnice
6
202
TNC 620 | Uživatelská příručka programování v DIN/ISO | 4/2014
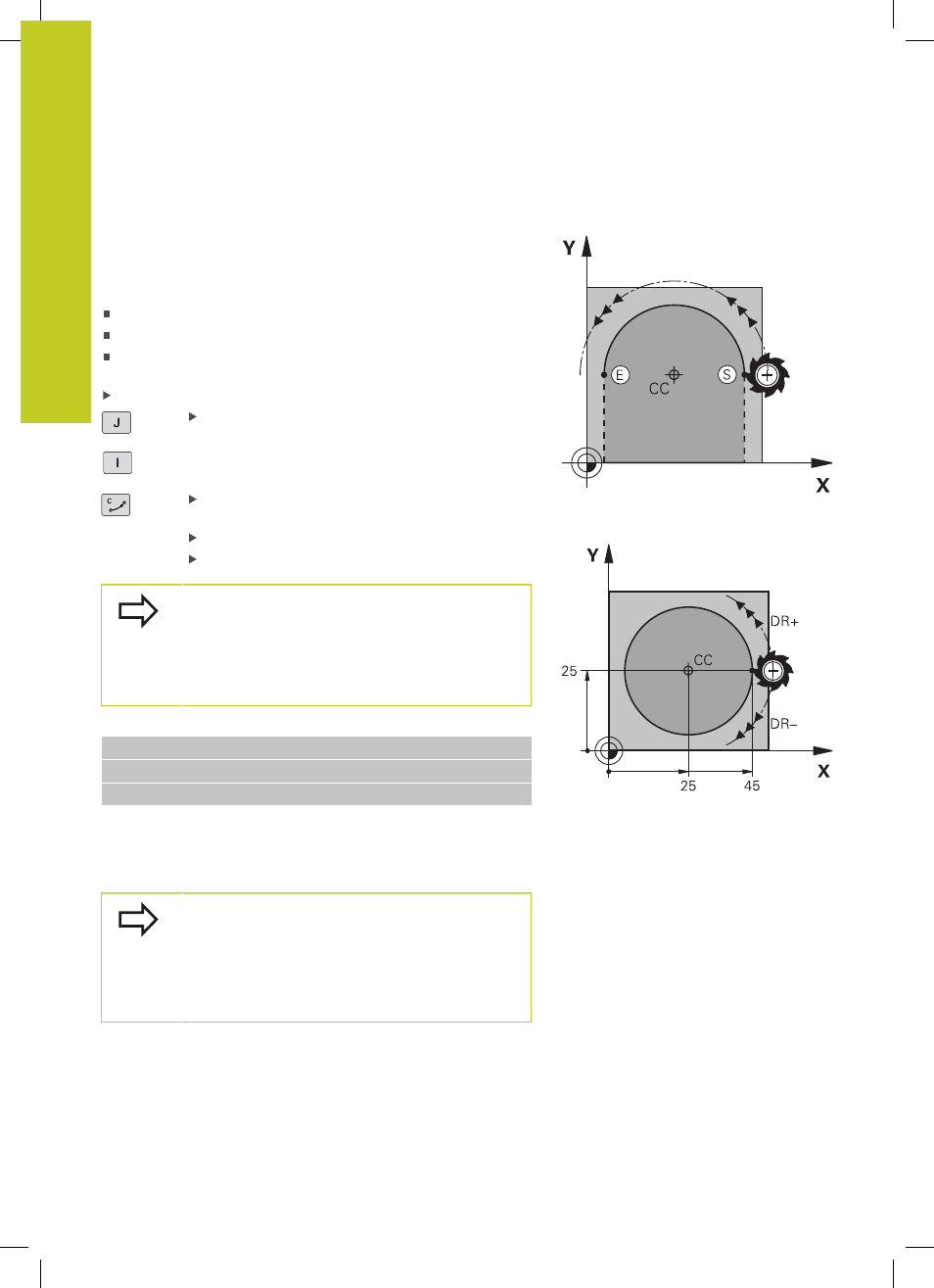
Kruhová dráha C kolem středu kruhu CC
Před programováním kruhové dráhy definujte střed kruhu I, J.
Naposledy programovaná poloha nástroje před kruhovou dráhou je
startovním bodem kruhové dráhy.
Smysl otáčení
Ve smyslu hodinových ručiček: G02
Proti smyslu hodinových ručiček: G03
Bez udání směru otáčení: G05. TNC jede kruhovou dráhu
s naposledy naprogramovaným směrem otáčení.
Najetí nástrojem na výchozí bod kruhové dráhy
Zadejte souřadnice středu kruhu
Zadejte souřadnice koncového bodu kruhového
oblouku, pokud je třeba:
Posuv F
Přídavná funkce M
TNC normálně projíždí kruhové dráhy v aktivní
rovině obrábění. Programujete-li kružnice, které
neleží v aktivní rovině obrábění, např. G2 Z... X...
v ose nástroje Z, a současně tyto pohyby rotují, tak
TNC projíždí prostorový kruh, tedy kruh ve 3 osách
(volitelný software 1).
Příklad NC-bloků
N50 I+25 J+25 *
N60 G01 G42 X+45 Y+25 F200 M3 *
N70 G03 X+45 Y+25 *
Úplný kruh
Pro koncový bod naprogramujte stejné souřadnice jako pro výchozí
bod.
Výchozí bod a koncový bod kruhového pohybu musí
ležet na kruhové dráze.
Tolerance zadání: až 0,016 mm (volitelná přes strojní
parametr circleDeviation).
Nejmenší možný kruh, který může TNC jet:
0,0016 µm.