2 vytvoření a zadání programů, Struktura nc-programu ve formátu din/iso, Vytvoření a zadání programů – HEIDENHAIN TNC 620 (81760x-01) ISO programming Uživatelská příručka
Stránka 91: Stránka 91, Vytvoření a zadání programů 3.2
Vytvoření a zadání programů
3.2
3
TNC 620 | Uživatelská příručka programování v DIN/ISO | 4/2014
91
3.2
Vytvoření a zadání programů
Struktura NC-programu ve formátu DIN/ISO
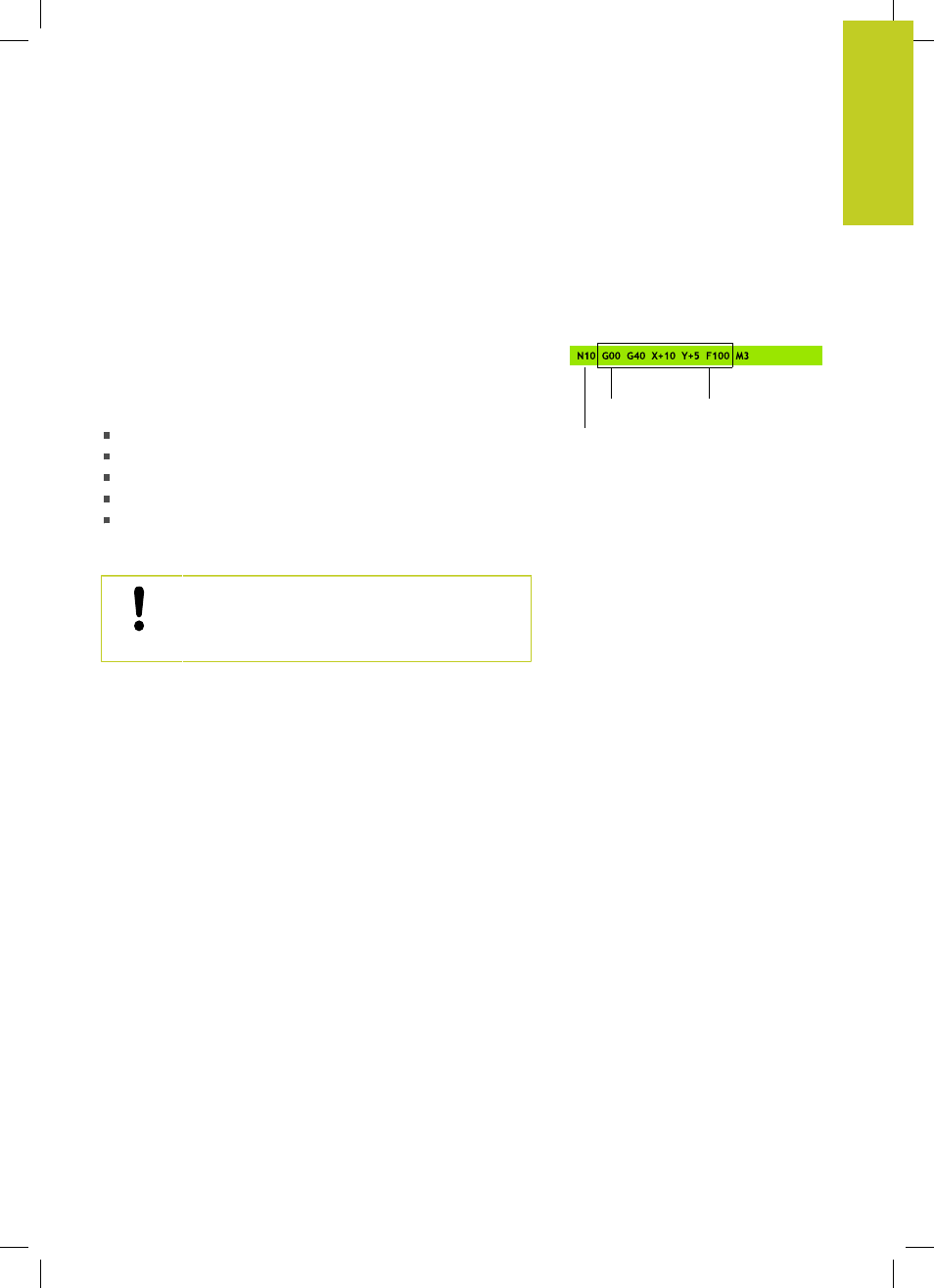
Program obrábění se skládá z řady programových bloků. Obrázek
vpravo ukazuje prvky bloku.
TNC čísluje bloky obráběcího programu automaticky, v závislosti
na strojním parametru
blockIncrement
(105409). Strojní parametr
blockIncrement
(105409) definuje krok číslování bloků.
První blok programu je označen %, názvem programu a platnou
měrovou jednotkou.
Následující bloky obsahují informace o:
neobrobeném polotovaru,
vyvolání nástrojů,
nájezdu do bezpečné pozice,
posuvech a otáčkách vřetena,
dráhových pohybech, cyklech a dalších funkcích.
Poslední blok programu je označen s N99999999, názvem
programu a platnou měrovou jednotkou.
HEIDENHAIN doporučuje, abyste zásadně najížděli
po vyvolání nástroje do bezpečné pozice, odkud
může TNC polohovat do obráběcí pozice bez kolize!
Block number
Path function
Words
Block