12 příklady programování, Příklad: elipsa, Příklady programování – HEIDENHAIN TNC 620 (81760x-01) ISO programming Uživatelská příručka
Stránka 309: Příklady programování 9.12
Příklady programování 9.12
9
TNC 620 | Uživatelská příručka programování v DIN/ISO | 4/2014
309
9.12
Příklady programování
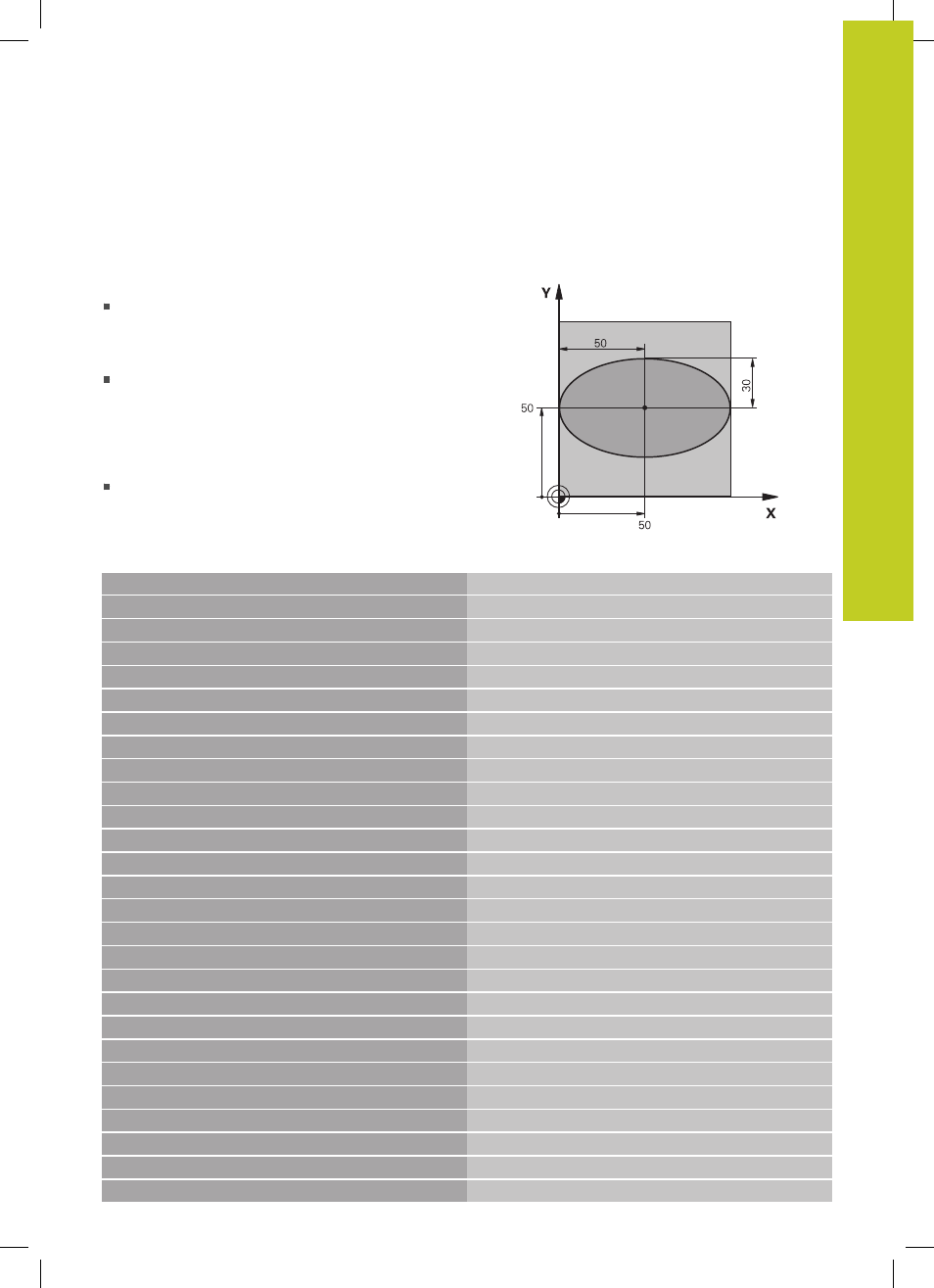
Příklad: Elipsa
Průběh programu
Obrys elipsy je aproximován velkým množstvím
malých lineárních úseků (počet je definovatelný v Q7).
Čím více je definováno výpočtových kroků, tím hladší
je obrys
Směr frézování určíte pomocí úhlu startu a konce v
rovině:
Směr obrábění ve smyslu hodinových ručiček:
Startovní úhel > Koncový úhel
Směr obrábění proti smyslu hodinových ručiček:
Startovní úhel < koncový úhel
Na rádius nástroje se nebere zřetel
%ELLIPSE G71 *
N10 D00 Q1 P01 +50 *
Střed v ose X
N20 D00 Q2 P01 +50 *
Střed v ose Y
N30 D00 Q3 P01 +50 *
Poloosa X
N40 D00 Q4 P01 +30 *
Poloosa Y
N50 D00 Q5 P01 +0 *
Startovní úhel v rovině
N60 D00 Q6 P01 +360 *
Koncový úhel v rovině
N70 D00 Q7 P01 +40 *
Počet výpočetních kroků
N80 D00 Q8 P01 +30 *
Natočení elipsy
N90 D00 Q9 P01 +5 *
Hloubka frézování
N100 D00 Q10 P01 +100 *
Posuv do hloubky
N110 D00 Q11 P01 +350 *
Frézovací posuv
N120 D00 Q12 P01 +2 *
Bezpečná vzdálenost pro předpolohování
N130 G30 G17 X+0 Y+0 Z-20 *
Definice neobrobeného polotovaru
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Vyvolání nástroje
N160 G00 G40 G90 Z+250 *
Odjetí nástroje
N170 L10,0 *
Vyvolání obrábění
N180 G00 Z+250 M2 *
Odjetí nástroje, konec programu
N190 G98 L10 *
Podprogram 10: Obrábění
N200 G54 X+Q1 Y+Q2 *
Posunutí nulového bodu do středu elipsy
N210 G73 G90 H+Q8 *
Započtení natočení v rovině
N220 Q35 = ( Q6 - Q5 ) / Q7 *
Výpočet úhlového kroku
N230 D00 Q36 P01 +Q5 *
Kopírování startovního úhlu
N240 D00 Q37 P01 +0 *
Nastavení čítače řezů
N250 Q21 = Q3 * COS Q36 *
Výpočet souřadnice X startovního bodu
N260 Q22 = Q4 * SIN Q36 *
Výpočet souřadnice Y startovního bodu