1 sl-cykly, Základy, Sl-cykly – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Uživatelská příručka
Stránka 172: Obráběcí cykly: obrysová kapsa 7.1 sl-cykly
Obráběcí cykly: Obrysová kapsa
7.1
SL-cykly
7
172
TNC 640 | Uživatelská příručka programování cyklů | 9/2013
7.1
SL-cykly
Základy
Pomocí SL-cyklů můžete skládat složité obrysy až z celkem 12
dílčích obrysů (kapes nebo ostrůvků). Jednotlivé dílčí obrysy zadáte
jako podprogramy. Ze seznamu dílčích obrysů (čísel podprogramů),
které zadáváte v cyklu 14 OBRYS, vypočte TNC celkový obrys.
Paměť pro jeden SL-cyklus je omezená. V jednom
SL-cyklu můžete naprogramovat maximálně 16 384
obrysových prvků.
SL-cykly provádí interně obsáhlé a komplexní výpočty
a z toho vyplývající obrábění. Z bezpečnostních
důvodů proveďte před vlastním obráběním vždy test
grafickým programem ! Tak můžete jednoduše zjistit,
zda obrábění vypočítané TNC proběhne správně.
Pokud používáte místní Q-parametr QL v podprogramu
obrysu, musíte ho také přiřazovat nebo počítat v rámci
obrysového podprogramu.
Vlastnosti podprogramů
Přepočty (transformace) souřadnic jsou dovoleny. Jsou-li
programovány v rámci dílčích obrysů, působí i v následujících
podprogramech, po vyvolání cyklu se však nemusí rušit.
TNC rozpozná kapsu, když obíháte obrys zevnitř, například popis
obrysu ve smyslu hodinových ručiček s korekcí rádiusu RR.
TNC rozpozná ostrůvek, když obíháte obrys zvnějšku, například
popis obrysu ve smyslu hodinových ručiček s korekcí rádiusu RL.
Podprogramy nesmí obsahovat žádné souřadnice v ose vřetena.
V prvním bloku podprogramu naprogramujte vždy obě osy
Používáte-li Q-parametry, pak provádějte příslušné výpočty a
přiřazení pouze v rámci daných obrysových podprogramů.
Vlastnosti obráběcích cyklů
TNC automaticky polohuje před každým cyklem do bezpečné
vzdálenosti.
Každá úroveň hloubky se frézuje bez zvednutí nástroje; ostrůvky
se objíždějí po stranách.
Rádius „vnitřních rohů“ je programovatelný – nástroj nezůstává
stát, stopy po doběhu nevznikají (platí pro krajní dráhu při
hrubování a dokončování stran).
Při dokončování stran najede TNC na obrys po tangenciální
kruhové dráze.
Při dokončování dna najede TNC nástrojem na obrobek rovněž po
tangenciální kruhové dráze (např.: osa vřetena Z: kruhová dráha v
rovině Z/X).
TNC obrábí obrys průběžně sousledně, popřípadě nesousledně.
Rozměrové údaje pro obrábění, jako hloubku frézování, přídavky a
bezpečnou vzdálenost, zadáte centrálně v cyklu 20 jako OBRYSOVÁ
DATA.
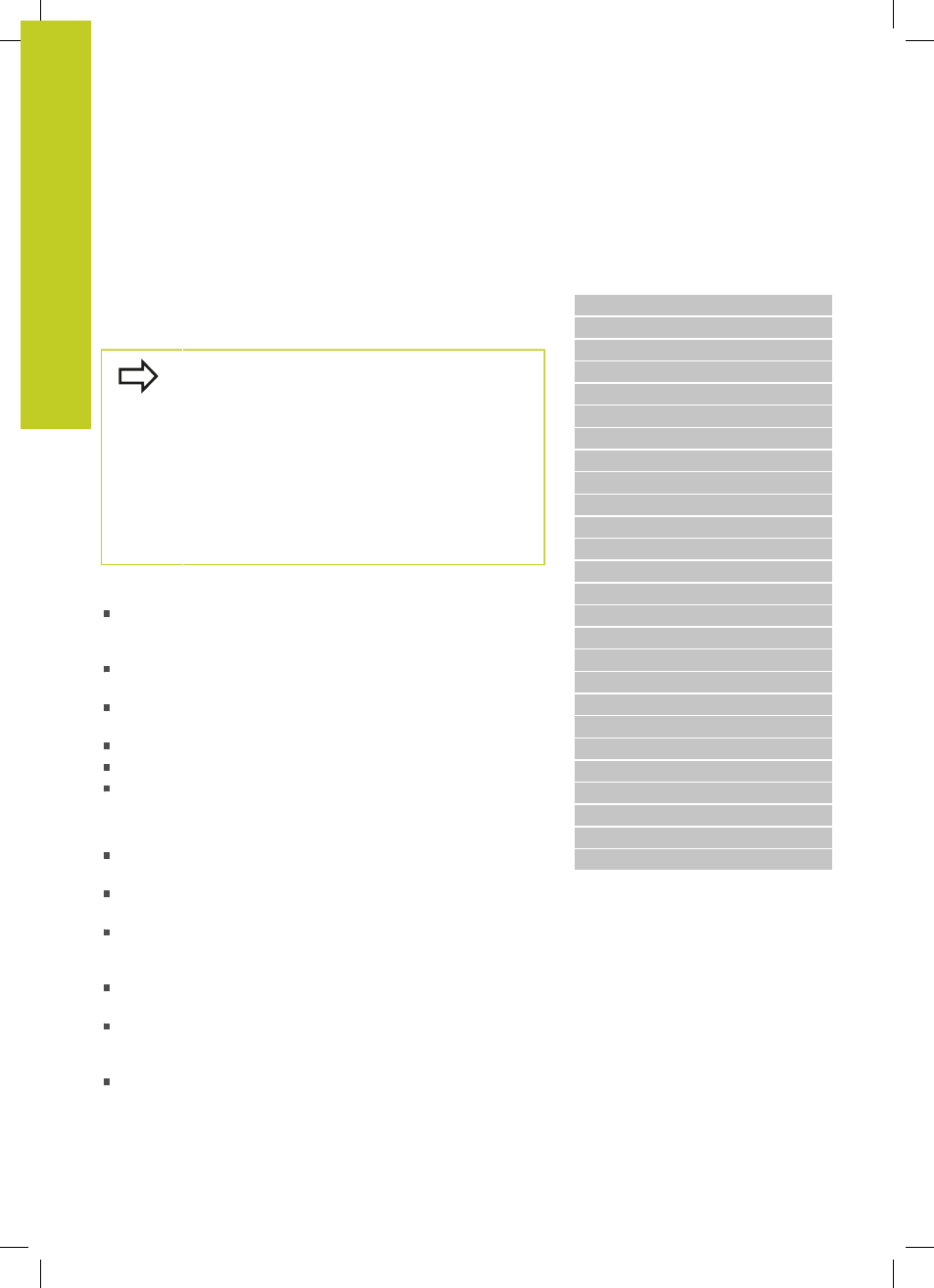
Schéma: Zpracování s SL-cykly
0 BEGIN PGM SL2 MM
...
12 CYCL DEF 14 OBRYS ...
13 CYCL DEF 20 OBRYSOVÁ DATA ...
...
16 CYCL DEF 21 PŘEDVRTÁNÍ ...
17 CYCL CALL
...
18 CYCL DEF 22 HRUBOVÁNÍ ...
19 CYCL CALL
...
22 CYCL DEF 23 HLOUBKA NAČISTO ...
23 CYCL CALL
...
26 CYCL DEF 24 STRANA NAČISTO ...
27 CYCL CALL
...
50 L Z+250 R0 FMAX M2
51 LBL 1
...
55 LBL 0
56 LBL 2
...
60 LBL 0
...
99 END PGM SL2 MM