Při programování dbejte na tyto body, Parametry cyklu – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Uživatelská příručka
Stránka 356
Cykly: soustružení
13.25 ZAPICHOVÁNÍ AXIÁLNĚ
(Cyklus 871, DIN/ISO: G871)
13
356
TNC 640 | Uživatelská příručka programování cyklů | 9/2013
Při programování dbejte na tyto body!
Polohovací blok programujte před vyvoláním cyklu do
startovní pozice s korekcí rádiusu R0.
Poloha nástroje při vyvolání cyklu určuje velikost
obráběné oblasti (startovní bod cyklu).
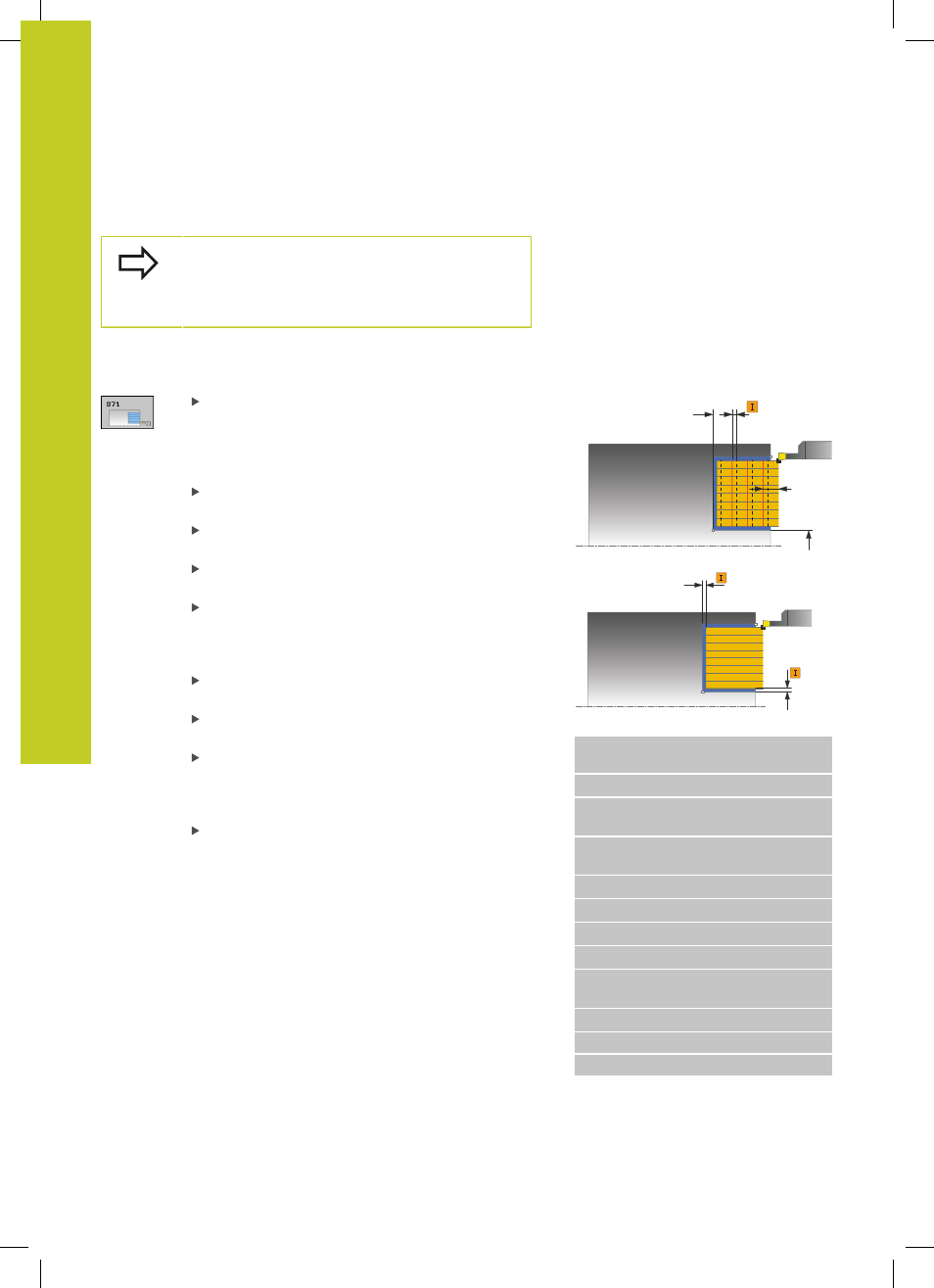
Parametry cyklu
Druh obrábění
Q215: Definování rozsahu obrábění:
0
: Hrubování a dokončování
1
: Jen hrubování
2
: Pouze obrábění načisto na konečný rozměr
3
: Pouze obrábění načisto na přídavek
Bezpečná vzdálenost
Q460: rezervováno, zatím
bez funkce
Konec obrysu průměr
Q493: Souřadnice X
koncového bodu obrysu (uváděný průměr)
Konec obrysu Z
Q494: Souřadnice Z koncového
bodu obrysu
Hrubovací posuv
Q478: Rychlost posuvu při
hrubování. Pokud jste naprogramovali M136
interpretuje TNC posuv v mm na otáčku, bez M136
v milimetrech za minutu.
Přídavek na průměr
Q483 (inkrementálně):
Přídavek na průměr definovaného obrysu
Přídavek Z
Q484 (inkrementálně): Přídavek na
definovaný obrys v axiálním směru
Posuv obrábění načisto
Q505: Rychlost posuvu při
obrábění načisto. Pokud jste naprogramovali M136
interpretuje TNC posuv v mm na otáčku, bez M136
v milimetrech za minutu.
Omezení přísuvu
Q463: max. hloubka zápichu na
řez
Q460
Ø Q493
Q494
Q463
Ø Q483
Q484
NC-bloky
11 CYCL DEF 871 ZAPICHOVÁNÍ
AXIÁLNĚ
Q215=+0
;ROZSAH OBRÁBĚNÍ
Q460=+2
;BEZPEČNÁ
VZDÁLENOST
Q493=+50
;KONEC OBRYSU
PRŮMĚR
Q494=-10
;KONEC OBRYSU Z
Q478=+0.3
;POSUV HRUBOVÁNÍ
Q483=+0.4
;PŘÍDAVEK NA PRŮMĚR
Q484=+0.2
;PŘÍDAVEK Z
Q505=+0.2
;POSUV OBRÁBĚNÍ
NAČISTO
Q463=+0
;OMEZENÍ PŘÍSUVU
12 L X+65 Y+0 Z+2 FMAX M303
13 CYCL CALL