Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Uživatelská příručka
Stránka 397
Kompenzace ZÁKLADNÍHO NATOČENÍ osou naklápění (cyklus
403, DIN/ISO: G403)
15.5
15
TNC 640 | Uživatelská příručka programování cyklů | 9/2013
397
15.5
Kompenzace ZÁKLADNÍHO NATOČENÍ
osou naklápění (cyklus 403, DIN/ISO:
G403)
Provádění cyklu
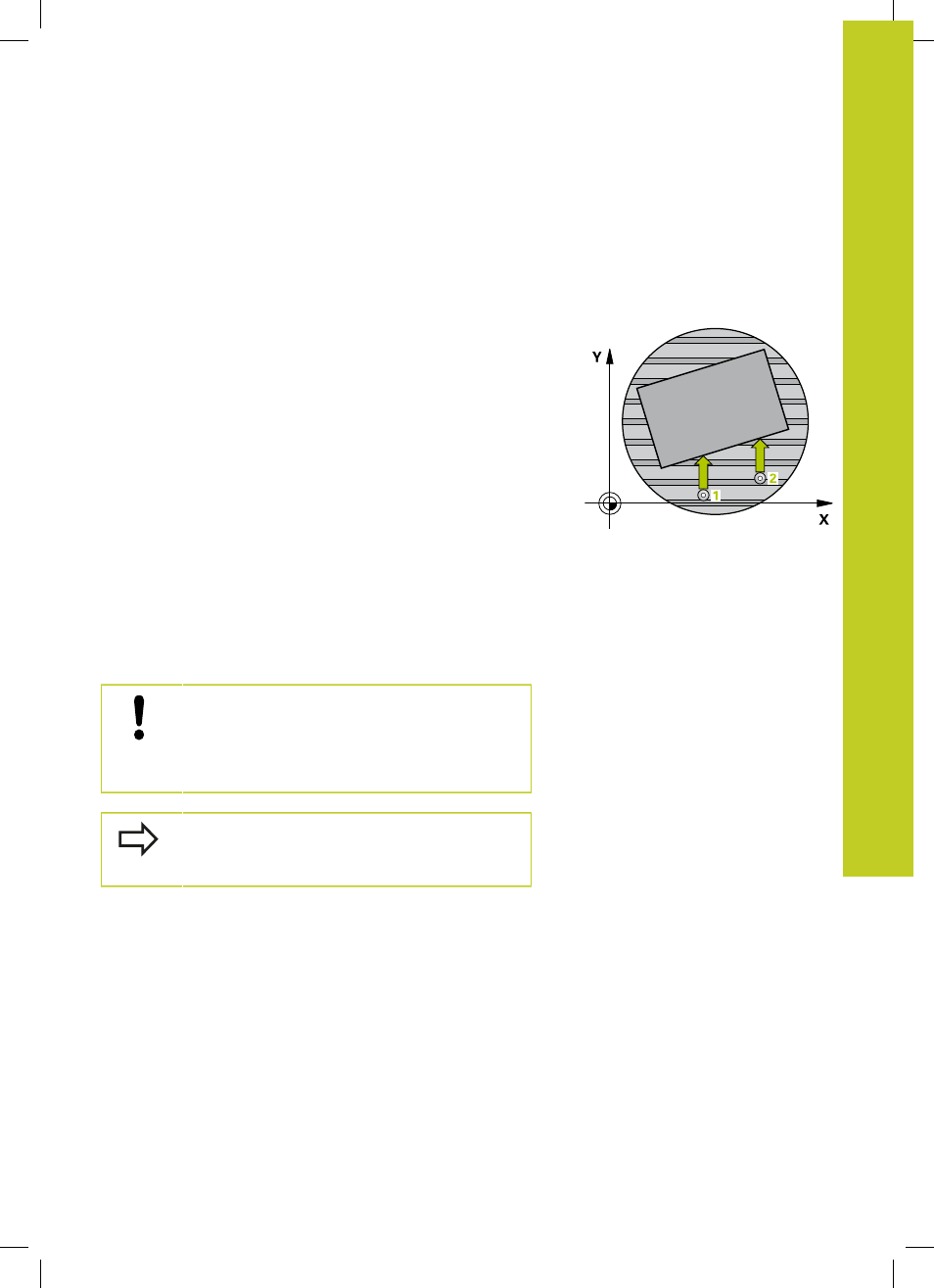
Cyklus dotykové sondy 403 zjišťuje šikmou polohu obrobku
změřením dvou bodů, které musí ležet na přímce. Zjištěnou šikmou
polohu obrobku TNC kompenzuje natočením osy A, B nebo C.
Obrobek přitom může být upnutý na otočném stole libovolně.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota
ze sloupce FMAX) a podle polohovací logiky (viz "Zpracování
cyklů dotykové sondy", Stránka 384)k programovanému bodu
snímání
1
. TNC přitom přesazuje dotykovou sondu oproti
stanovenému směru pojezdu o bezpečnou vzdálenost
2 Pak najede dotyková sonda na zadanou výšku měření a
provede první snímání snímacím posuvem (sloupec F)
3 Poté přejede dotyková sonda k dalšímu snímacímu bodu
2
a
provede druhé snímání
4 TNC napolohuje dotykovou sondu zpět do bezpečné výšky
a napolohuje v cyklu definovanou osu naklápění o zjištěnou
hodnotu. Volitelně můžete dát po vyrovnání nastavit indikaci na
0
Při programování dbejte na tyto body!
Pozor nebezpečí kolize!
TNC již neprovádí žádnou kontrolu smyslu s ohledem
na pozice snímání a osu vyrovnání. Tím mohou příp.
vzniknout vyrovnávací pohyby, které jsou přesazené
o 180 °.
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
TNC ukládá zjištěný úhel také do parametru Q150.