6 měření kruhu zvenku (cyklus 422, din/iso: g422), Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Uživatelská příručka
Stránka 471: Měření kruhu zvenku (cyklus 422, din/iso: g422)
MĚŘENÍ KRUHU ZVENKU (cyklus 422, DIN/ISO: G422) 17.6
17
TNC 640 | Uživatelská příručka programování cyklů | 9/2013
471
17.6
MĚŘENÍ KRUHU ZVENKU (cyklus 422,
DIN/ISO: G422)
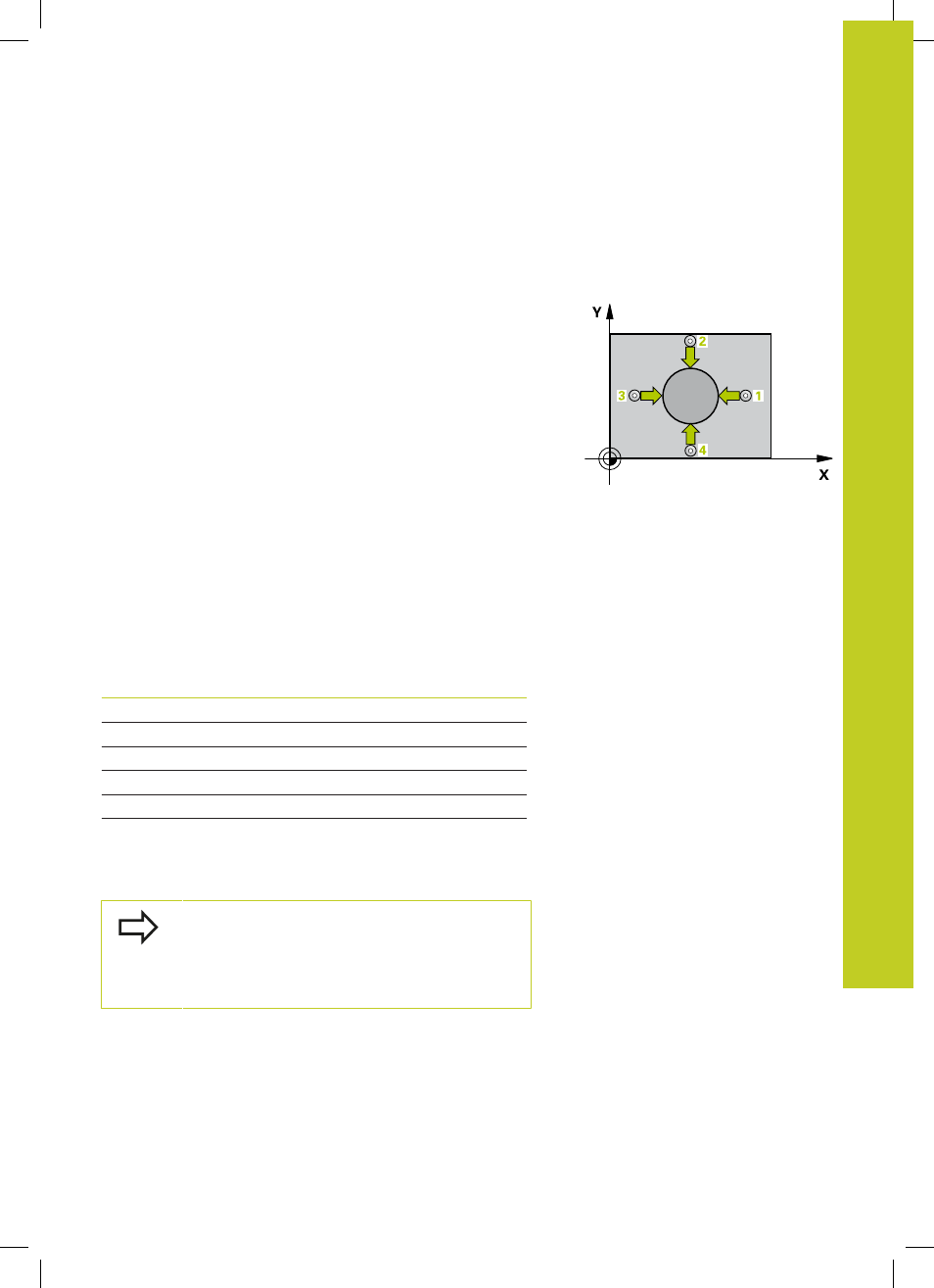
Provádění cyklu
Cyklus dotykové sondy 422 zjistí střed a průměr kruhového
čepu. Pokud jste v cyklu nadefinovali příslušné hodnoty tolerancí,
provede TNC porovnání cílových a skutečných hodnot a uloží
odchylky do systémových parametrů.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota
ze sloupce FMAX) a podle polohovací logiky (viz "Zpracování
cyklů dotykové sondy", Stránka 384) k bodu snímání
1
. TNC
vypočte snímané body z údajů v cyklu a z bezpečné vzdálenosti
ze sloupce SET_UP tabulky dotykové sondy
2 Pak najede dotyková sonda na zadanou výšku měření a
provede první snímání snímacím posuvem (sloupec F). Směr
snímání určuje TNC automaticky podle naprogramovaného úhlu
startu
3 Poté jede dotyková sonda v kruhu, buďto ve výšce měření nebo
v bezpečné výšce, k dalšímu snímanému bodu
2
a provede tam
druhé snímání
4 TNC napolohuje dotykovou sondu k bodu dotyku
3
a pak k bodu
dotyku
4
a tam provede třetí, příp. čtvrté snímání
5 Poté umístí TNC dotykovou sondu zpět na bezpečnou výšku a
uloží aktuální hodnoty a odchylky do následujících Q-parametrů:
Číslo parametru
Význam
Q151
Aktuální hodnota středu hlavní osy
Q152
Aktuální hodnota středu vedlejší osy
Q153
Skutečná hodnota průměru
Q161
Odchylka středu hlavní osy
Q162
Odchylka středu vedlejší osy
Q163
Odchylka průměru
Při programování dbejte na tyto body!
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
Čím menší úhlovou rozteč naprogramujete, tím
nepřesněji počítá TNC rozměry čepu. Nejmenší
hodnota zadání: 5°.