Použití, Průběh hrubovacího cyklu, Zapichování axiálně rozšířené (cyklus – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Uživatelská příručka
Stránka 357: 872, din/iso: g872)
ZAPICHOVÁNÍ AXIÁLNĚ ROZŠÍŘENÉ
(Cyklus 872, DIN/ISO: G872)
13.26
13
TNC 640 | Uživatelská příručka programování cyklů | 9/2013
357
13.26 ZAPICHOVÁNÍ AXIÁLNĚ ROZŠÍŘENÉ
(Cyklus 872, DIN/ISO: G872)
Použití
Tímto cyklem můžete drážky zapichovat axiálně (čelní
zapichování). Rozšířené funkce:
Na začátku a na konci obrysu můžete vložit zkosení nebo
zaoblení
V cyklu můžete definovat úhel bočních stěn drážky
V rozích obrysu můžete vložit rádiusy
Cyklus můžete použít pro hrubování, dokončování nebo kompletní
obrábění. Odběr třísky při hrubování se provádí rovnoběžně s osou.
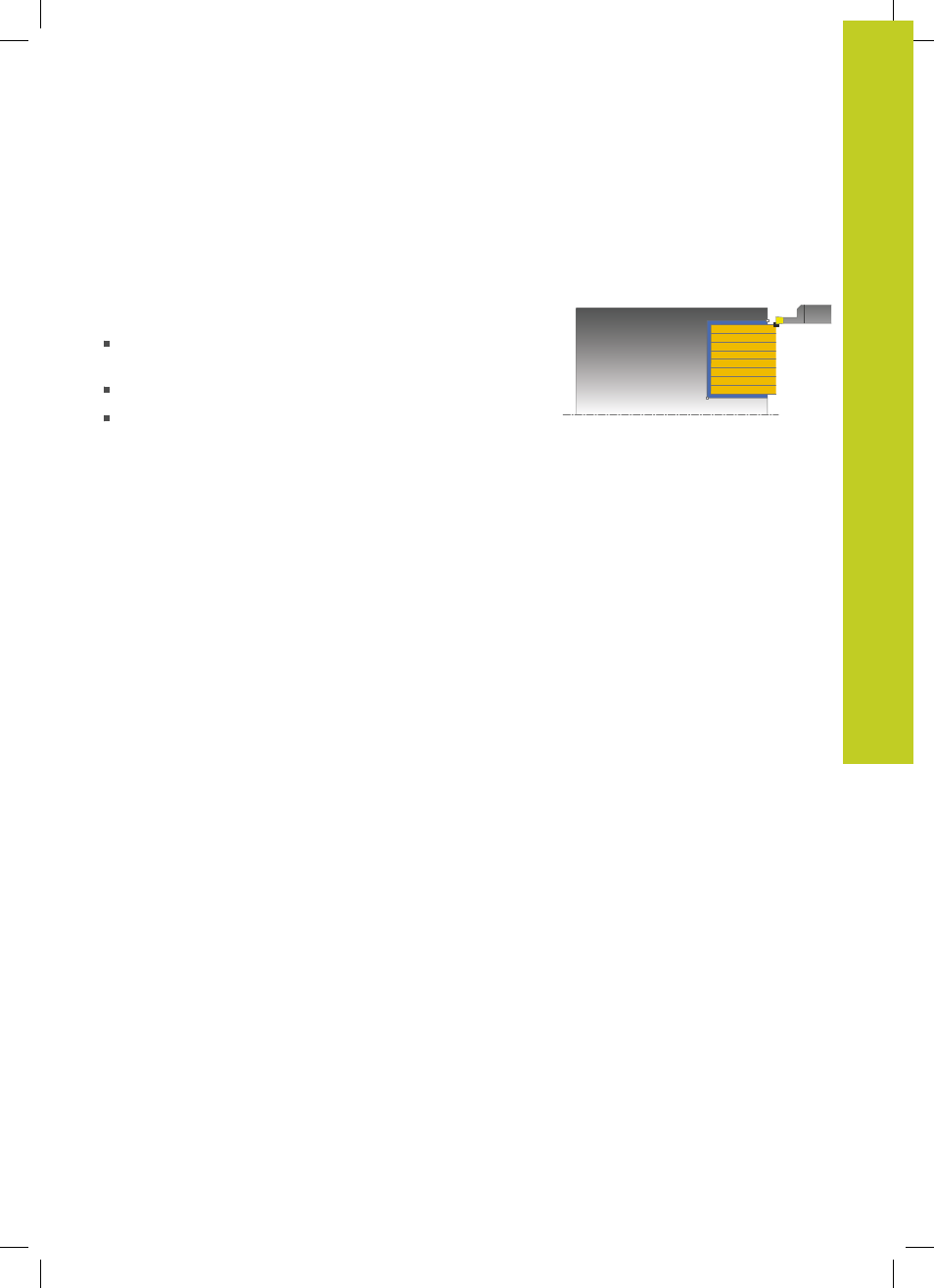
Průběh hrubovacího cyklu
Jako startovní bod cyklu TNC používá pozici nástroje při vyvolání
cyklu. Pokud je souřadnice Z startovního bodu menší než Q492
START OBRYSU Z
, polohuje TNC nástroj v souřadnici Z na Q492 a
tam spustí cyklus.
1 TNC provádí přísuvy rychloposuvem souběžně s osou (boční
přísuv = 0,8 šířky břitu).
2 TNC obrábí oblast mezi startovní polohou a koncovým bodem
radiálně s definovaným posuvem Q478.
3 TNC polohuje nástroj rychloposuvem zpět na začátek řezu.
4 TNC opakuje tento postup (1 až 3), až se dosáhne šířky drážky.
5 TNC polohuje nástroj rychloposuvem zpět do startovního bodu
cyklu.