Účinek – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Uživatelská příručka
Stránka 253
ROVINA OBRÁBĚNÍ (cyklus 19, DIN/ISO: G80, volitelný software 1) 11.9
11
TNC 640 | Uživatelská příručka programování cyklů | 9/2013
253
11.9
ROVINA OBRÁBĚNÍ (cyklus 19, DIN/
ISO: G80, volitelný software 1)
Účinek
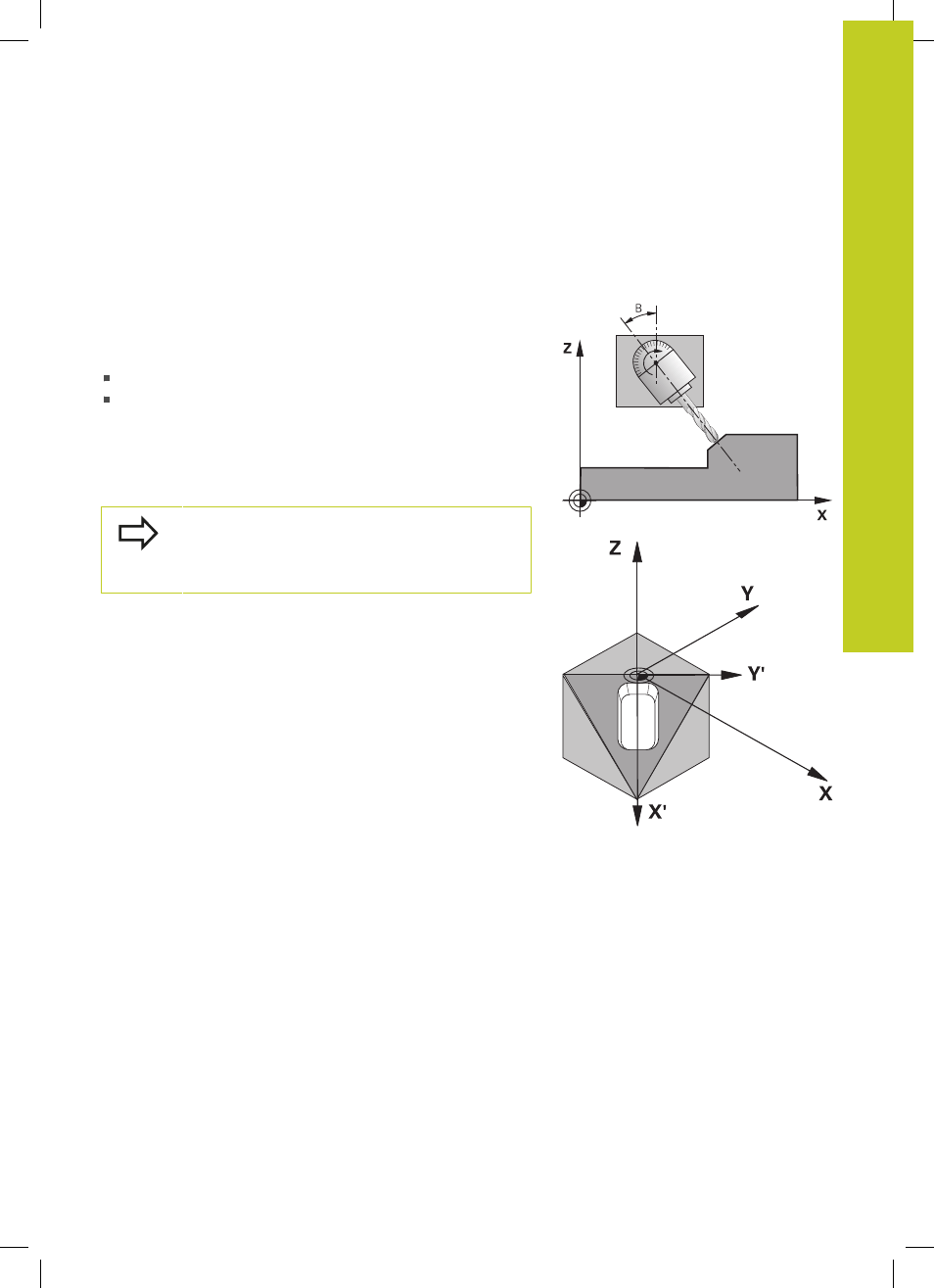
V cyklu 19 definujete polohu roviny obrábění – rozuměj polohu
osy nástroje vztaženou k pevnému souřadnému systému stroje –
zadáním úhlů naklopení. Polohu roviny obrábění můžete definovat
dvěma způsoby:
Přímo zadat polohu naklopených os
Popsat rovinu obrábění až třemi natočeními (prostorový úhel)
pevného souřadného systému stroje
. Prostorové úhly, které
je třeba zadat, dostanete tím, že proložíte řez svisle naklopenou
rovinou obrábění a tento řez pozorujete z té osy, kolem níž
chcete naklápět. Každá libovolná poloha nástroje v prostoru je
zcela jednoznačně definována již dvěma prostorovými úhly.
Uvědomte si, že poloha naklopeného souřadného
systému a tím i pojezdové pohyby v naklopeném
systému závisí na tom, jak naklopenou rovinu
popíšete.
Programujete-li polohu roviny obrábění pomocí prostorových úhlů,
vypočte si TNC k tomu potřebná úhlová nastavení naklopených os
automaticky a uloží je v parametrech Q120 (osa A) až Q122 (osa
C). Jsou-li možná dvě řešení, vybere TNC – vycházejíc z nulové
polohy os natočení – kratší cestu.
Pořadí natočení pro výpočet polohy roviny je stanoveno: nejdříve
TNC natočí osu A, potom osu B a nakonec osu C.
Cyklus 19 je účinný od své definice v programu. Jakmile některou
osou v naklopeném systému popojedete, je účinná korekce pro tuto
osu. Má-li se započíst korekce ve všech osách, pak musíte popojet
všemi osami.
Pokud jste v Ručním provozním režimu nastavili funkci Naklopení
za chodu programu
na Aktivní pak se přepíše hodnota úhlu v této
nabídce hodnotou z cyklu 19 ROVINA OBRÁBĚNÍ.