2 řádkování (cyklus 230, din/iso: g230), Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Uživatelská příručka
Stránka 235: Řádkování (cyklus 230, din/iso: g230)
ŘÁDKOVÁNÍ (cyklus 230, DIN/ISO: G230) 10.2
10
TNC 640 | Uživatelská příručka programování cyklů | 4/2014
235
10.2
ŘÁDKOVÁNÍ (cyklus 230, DIN/ISO:
G230)
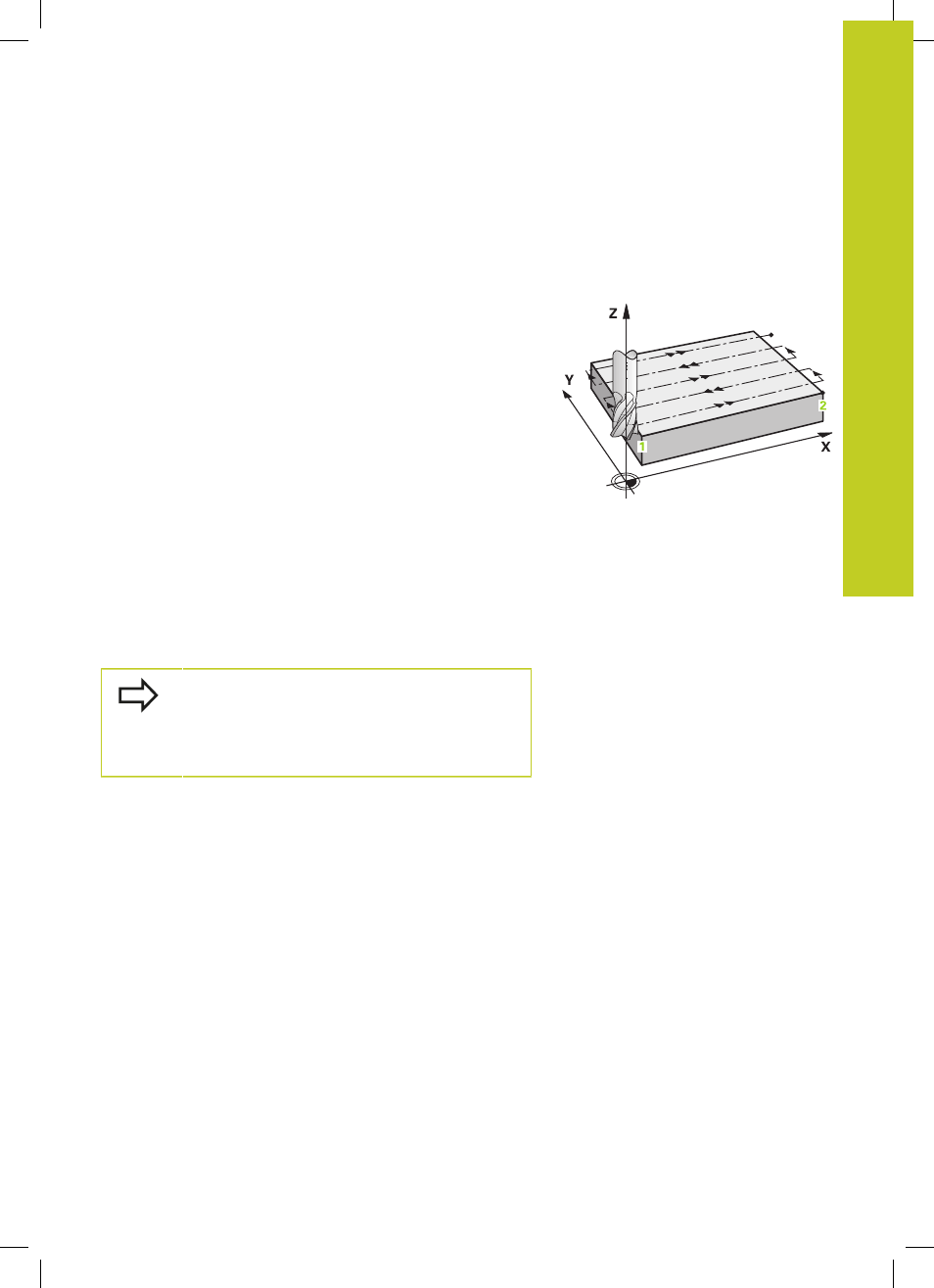
Provádění cyklu
1 TNC napolohuje nástroj rychloposuvem FMAX z aktuální polohy
v rovině obrábění do bodu startu
1
; TNC přitom přesadí nástroj
o rádius nástroje doleva a nahoru
2 Potom nástroj přejede v ose vřetena rychloposuvem FMAX na
bezpečnou vzdálenost a pak posuvem pro přísuv do hloubky na
programovanou polohu startu v ose vřetena
3 Pak nástroj přejíždí programovaným posuvem pro frézování
na koncový bod
2
; tento koncový bod si TNC vypočte z
naprogramovaného bodu startu, programované délky a rádiusu
nástroje
4 TNC přesadí nástroj posuvem pro frézování příčně na bod startu
dalšího řádku; TNC vypočte toto přesazení z programované
šířky a počtu řezů
5 Potom nástroj přejíždí v záporném směru 1. osy zpět
6 Toto řádkování se opakuje, až je zadaná plocha úplně obrobena
7 Na konci odjede TNC nástrojem rychloposuvem FMAX zpět do
bezpečné vzdálenosti
Při programování dbejte na tyto body!
TNC polohuje nástroj z aktuální polohy nejprve do
rovině obrábění a pak v ose vřetena do startovního
bodu.
Nástroj předpolohujte tak, aby nemohlo dojít ke kolizi
s obrobkem nebo upínadly.