Při programování dbejte na tyto body, Parametry cyklu – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Uživatelská příručka
Stránka 270
Cykly: Transformace (přepočty) souřadnic
11.9 ROVINA OBRÁBĚNÍ (cyklus 19, DIN/ISO: G80, volitelný software 1)
11
270
TNC 640 | Uživatelská příručka programování cyklů | 4/2014
Při programování dbejte na tyto body!
Funkce k naklopení roviny obrábění přizpůsobuje
výrobce stroje řízení TNC a stroji. U některých
naklápěcích hlav (naklápěcích stolů) definuje výrobce
stroje, zda TNC interpretuje v cyklu naprogramované
úhly jako souřadnice naklopených os nebo jako
úhlové komponenty šikmé roviny.
Postupujte podle příručky ke stroji!
Protože neprogramované hodnoty os natočení se
vždy interpretují jako nezměněné hodnoty, měli byste
vždy definovat všechny tři prostorové úhly, i když
jeden či více mají hodnotu 0.
Naklápění roviny obrábění se uskutečňuje vždy okolo
aktivního nulového bodu.
Použijete-li cyklus 19 při aktivní M120, tak TNC zruší
korekci rádiusu a tím automaticky také funkci M120.
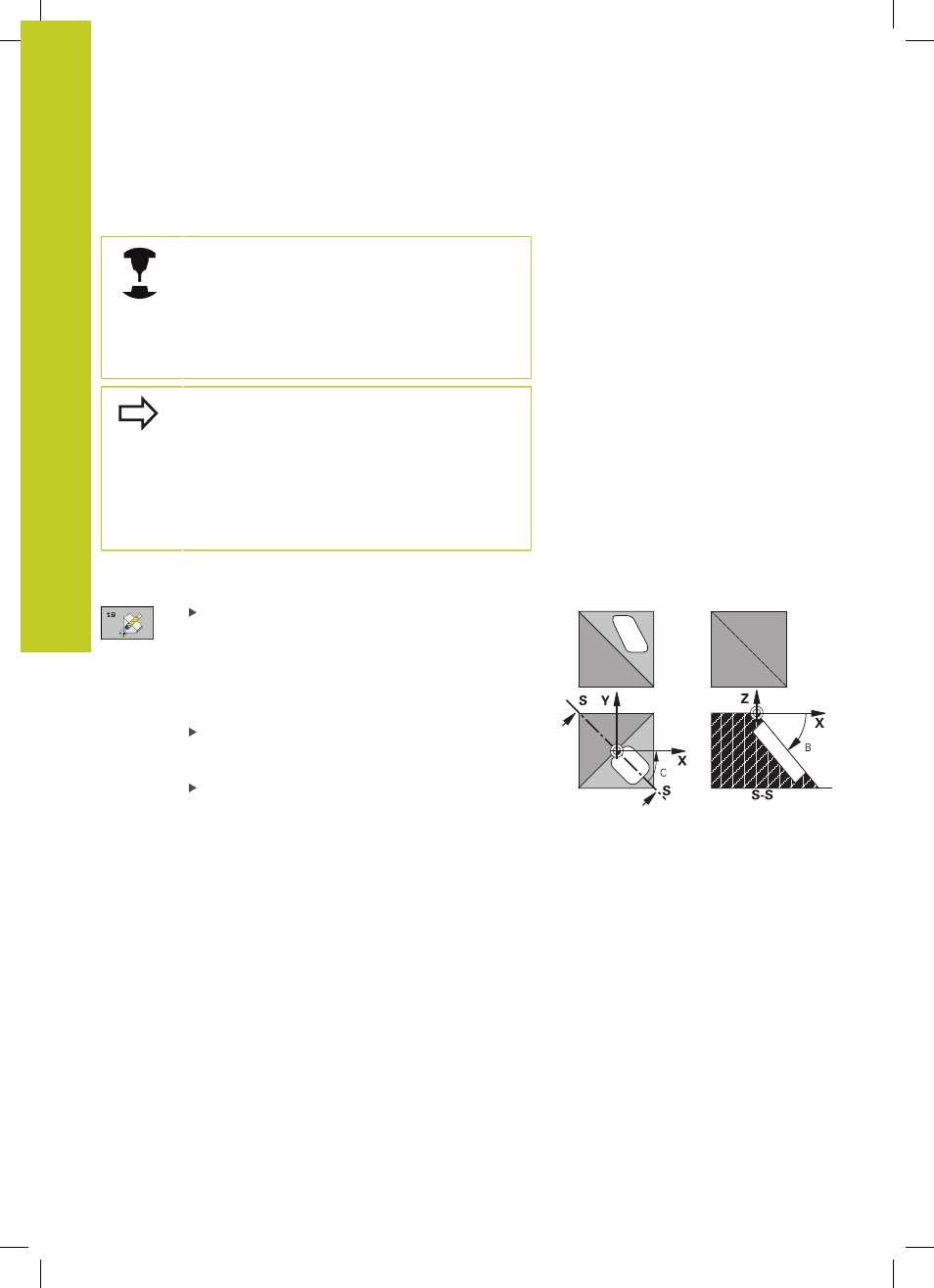
Parametry cyklu
Osa a úhel naklopení?
: Zadejte osu naklopení s
příslušným úhlem natočení; osy naklápění A, B a
C programujte pomocí softtlačítek. Rozsah zadání
-360,000 až 360,000
Pokud TNC polohuje osy natočení automaticky, pak můžete zadat
ještě následující parametry:
Posuv? F=
: pojezdová rychlost osy natočení při
automatickém polohování. Rozsah zadání 0 až
99 999,999
Bezpečná vzdálenost?
(inkrementálně): TNC
polohuje naklápěcí hlavu tak, aby se ve vztahu
k obrobku neměnila poloha, která vyplývá z
prodloužení nástroje o tuto bezpečnou vzdálenost.
Rozsah zadání 0 až 99 999,9999