Parametry cyklu – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Uživatelská příručka
Stránka 337
SOUSTRUŽENÍ SE ZANOŘENÍM ČELNÍ ROZŠÍŘENÉ
(Cyklus 824, DIN/ISO: G824)
13.14
13
TNC 640 | Uživatelská příručka programování cyklů | 4/2014
337
Parametry cyklu
Druh obrábění
Q215: Definování rozsahu obrábění:
0
: Hrubování a dokončování
1
: Jen hrubování
2
: Pouze obrábění načisto na konečný rozměr
3
: Pouze obrábění načisto na přídavek
Bezpečná vzdálenost
Q460 (inkrementálně):
Vzdálenost pro odjezd zpátky a předpolohování
Start obrysu průměr
Q491: Souřadnice X
startovního bodu pro zanořovací dráhu (uváděný
průměr)
Začátek obrysu Z
Q492: Souřadnice Z startovního
bodu pro zanořovací dráhu
Konec obrysu průměr
Q493: Souřadnice X
koncového bodu obrysu (uváděný průměr)
Konec obrysu Z
Q494: Souřadnice Z koncového
bodu obrysu
Úhel boku
Q495: Úhel boku zanořování. Vztažný
úhel je souběžný s rotační osou
Typ úvodního prvku
Q501: Určení typu prvku na
začátku obrysu (obvodová plocha):
0
: žádný přídavný prvek
1
: prvek je zkosení
2
: prvek je poloměr
Velikost úvodního prvku
Q502: Velikost úvodního
prvku (úsek zkosení)
Poloměr rohu obrysu
Q500: Poloměr vnitřního rohu
obrysu. Není-li poloměr uveden, vznikne poloměr
řezné destičky.
Typ koncového prvku
Q503: Určení typu prvku na
konci obrysu (čelní plocha):
0
: žádný přídavný prvek
1
: prvek je zkosení
2
: prvek je poloměr
Velikost koncového prvku
Q504: Velikost
koncového prvku (úsek zkosení)
Maximální hloubka řezu
Q463: Maximální přísuv v
axiálním směru. Přísuv bude rozdělen rovnoměrně,
aby se zabránilo „klouzavým řezům“.
Hrubovací posuv
Q478: Rychlost posuvu při
hrubování. Pokud jste naprogramovali M136
interpretuje TNC posuv v mm na otáčku, bez M136
v milimetrech za minutu.
Přídavek na průměr
Q483 (inkrementálně):
Přídavek na průměr definovaného obrysu
Přídavek Z
Q484 (inkrementálně): Přídavek na
definovaný obrys v axiálním směru
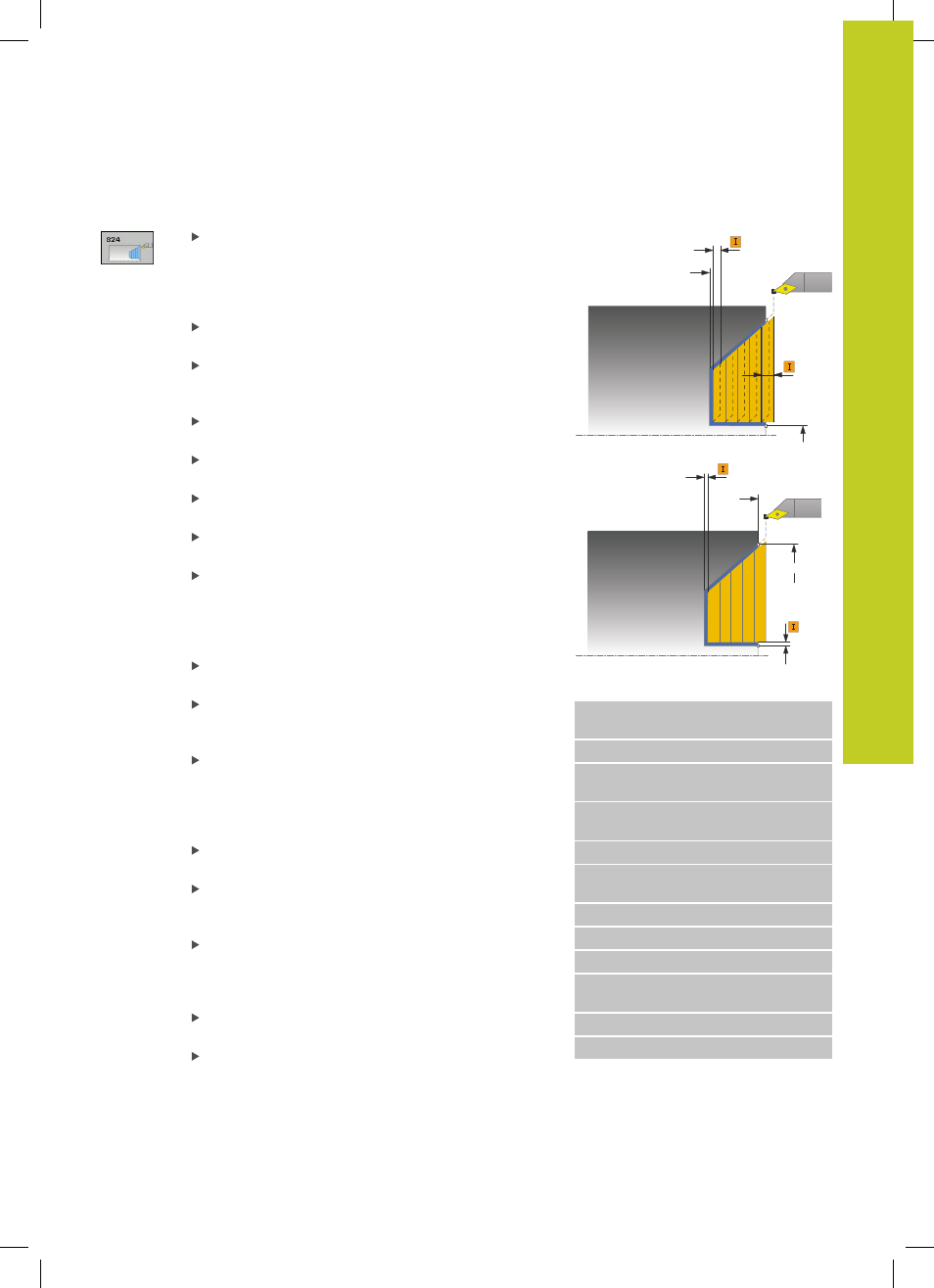
Q460
Ø Q493
Q494
Q463
Ø Q491
Q492
Q484
Ø Q483
NC-bloky
11 CYCL DEF 824 SOUSTRUŽENÍ SE
ZANOŘENÍM ČELNĚ ROZ.
Q215=+0
;ROZSAH OBRÁBĚNÍ
Q460=+2
;BEZPEČNÁ
VZDÁLENOST
Q491=+75
;START OBRYSU
PRŮMĚR
Q492=+0
;START OBRYSU Z
Q493=+20
;KONEC OBRYSU
PRŮMĚR
Q494=-10
;KONEC OBRYSU Z
Q495=+70
;ÚHEL BOKU
Q501=+1
;TYP ÚVODNÍHO PRVKU
Q502=+0.5
;VELIKOST ÚVODNÍHO
PRVKU
Q500=+1.5
;RÁDIUS ROHU OBRYSU
Q496=+0
;ÚHEL ČELNÍ PLOCHY