HEIDENHAIN TNC 640 (34059x-04) Cycle programming Uživatelská příručka
Stránka 247
FRÉZOVÁNÍ NA ČELE (cyklus 233, DIN/ISO:G233) 10.5
10
TNC 640 | Uživatelská příručka programování cyklů | 4/2014
247
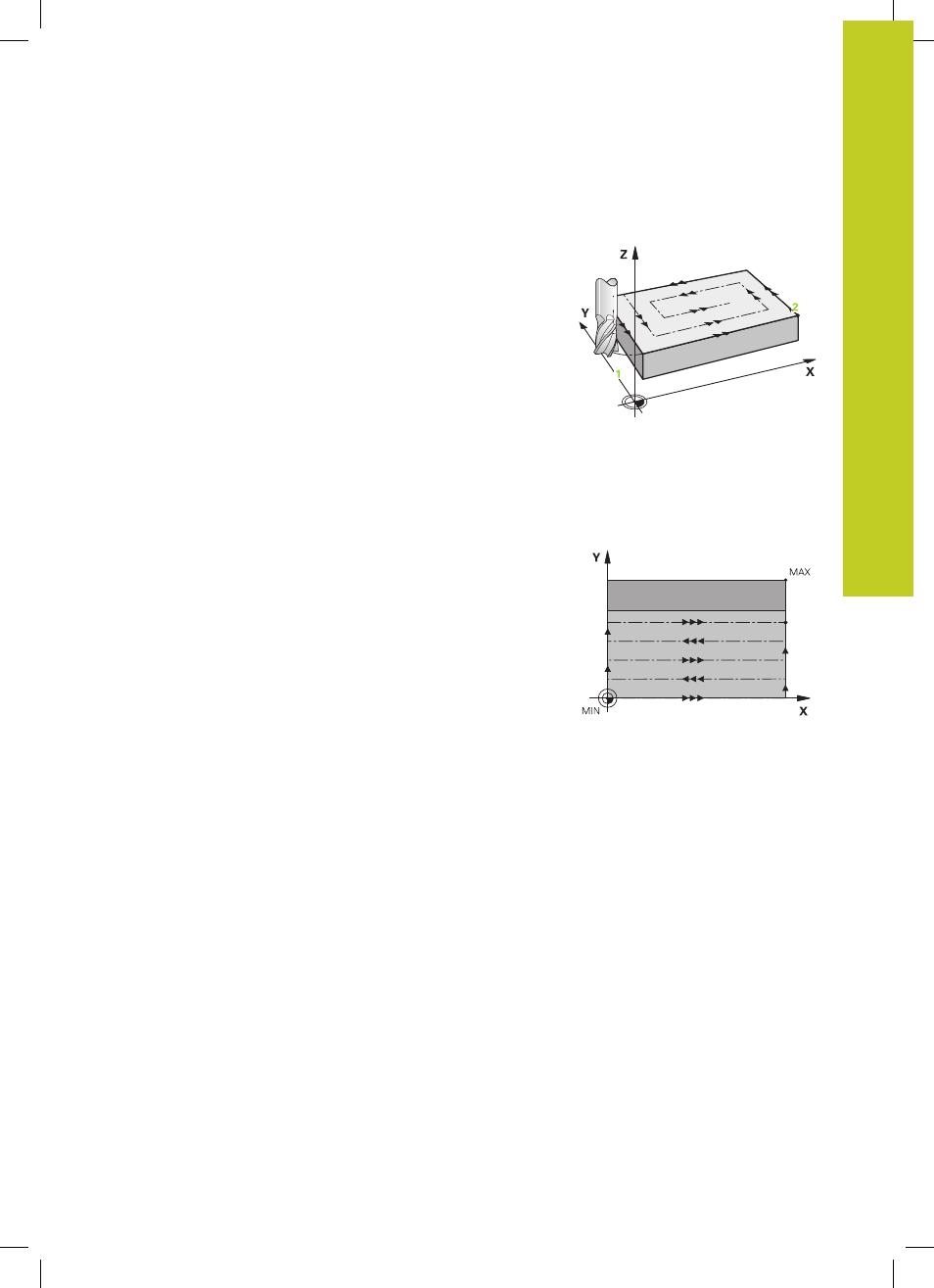
Strategie Q389=4
4 Pak nástroj přejíždí programovaným posuvem pro frézování s
tangenciálním nájezdem do výchozího bodu frézovací dráhy.
5 TNC obrábí čelní plochu s frézovacím posuvem zvenku dovnitř
se stále se zkracujícími frézovacími drahami. Díky konstantnímu
bočnímu přísuvu je nástroj stále v záběru.
6 Tento postup se opakuje, až je zadaná plocha úplně obrobena.
Na konci poslední dráhy napolohuje TNC nástroj rychloposuvem
FMAX
zpátky do startovního bodu
1
7 Pokud je potřeba více přísuvů, tak TNC přejede nástrojem s
polohovacím posuvem v ose vřetena do další hloubky přísuvu
8 Postup se opakuje, až jsou provedeny všechny přísuvy. Při
posledním přísuvu se odfrézuje pouze zadaný přídavek pro
obrábění načisto s posuvem pro obrábění načisto.
9 Na konci odjede TNC nástrojem s FMAX zpět do 2. bezpečné
vzdálenosti
Omezení
Pomocí omezení můžete ohraničit obrábění čela, aby se při
obrábění zohlednily například postranní stěny nebo odsazení.
Postranní stěna definovaná pomocí omezení se obrobí na rozměr,
který je daný startovním bodem, popř. délkou postranní stěny čela.
Při hrubování bere TNC do úvahy přídavek na stranu – při obrábění
načisto slouží přídavek k předpolohování nástroje.