Steps in the process, Pracovní postup – Fenix KIT č.3 Uživatelská příručka
Stránka 2
2
•
Strip each cable in such a way as to keep the internal connectors
from overlapping.
•
Before stripping the metal pressing connectors , slide the com-
pressible tubes onto the conductor (cable).
•
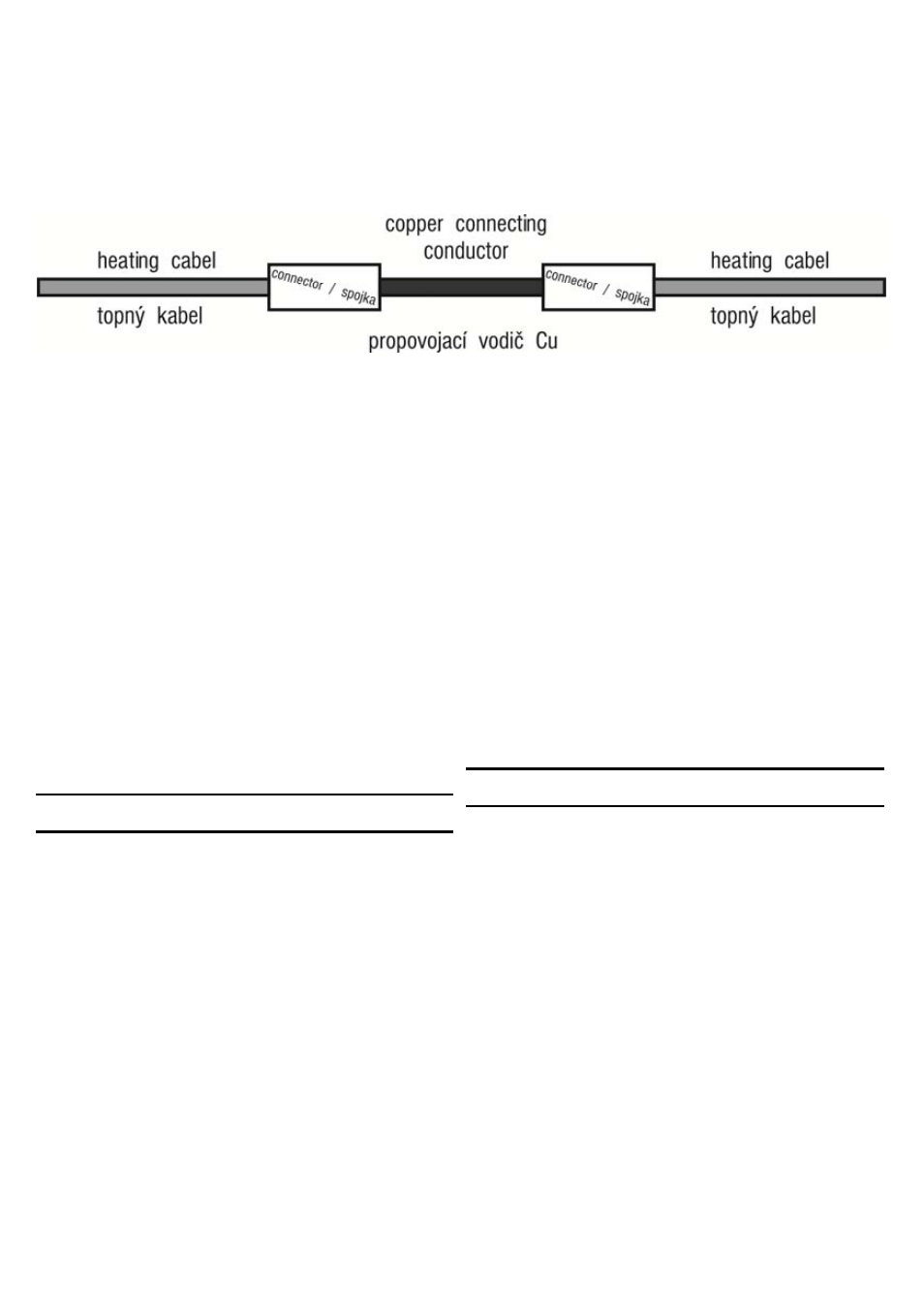
Never press one resistive wire onto another; rather, always use a
transition element: a copper wire (always add two connectors, in
series).
•
Press the metal pressing connectors with tools intended for this
purpose.
•
After compressing the internal insulation tubes, wait until the
material cools down and only then compress the external insula-
tion tubes.
•
Do your compression tasks at a temperature of 120 to 200 °C.
Never use higher temperatures. (Yellow flame-propane butane
or a hot-air gun) .If the surface of the compression tube becomes
dull, it means that the tube ha been compressed at higher tempera-
ture than 200 °C and the connection can not be considered safe.
•
When compressing, work from the center of the sleeve connector
to the edge, so that the excessive glue can always flow out at the
edges of the connector.
•
The jacketing compression tube must overlap the cable jacket on
both sides of the connector for a length of at least 20 mm.
4. Steps in the Process
•
Always uncover (cut away the concrete above) a sufficient length
(approx. 400 mm) of the interrupted cable, so there is room for
adding two connectors. Clean the cable thoroughly.
•
Strip the wire at the ends of the cables, slide on the compression
tubes. (fig. 1)
•
Press the sleeve connector. (fig. 2)
•
Pull a 6/2 compressible tube over the connection. (fig. 3)
•
Compress the tubes equally and after cooling down we slide on
the jacketing compression tube and compress it. (fig. 4)
•
Connector is ready, let it cool down. After cooling down we may
switch to production of the second connector using same proce-
dure. (fig. 5)
•
Jednotlivé žíly zkrátíme tak, aby se vnitřní spojky nepřekrývaly.
•
Před lisováním kovových lisovacích spojek si nasuneme na vodič
– kabel smrštitelné trubičky.
•
Nikdy nelisujeme odporový drát k odporovému drátu, ale vždy
použijeme přechodový prvek – měděný drát (vždy provádíme dvě
spojky sériově umístěné za sebou).
•
Kovové lisovací spojky lisujeme kleštěmi pro tento účel určenými.
•
Po smrštění vnitřních izolačních trubiček počkáme, až hmota
vychladne a potom smršujeme až vnější izolační trubičku.
•
Smršování provádíme při teplotě 120 až 200 °C, nikdy nepouží-
vejte vyšších teplot (žlutý plamen – propan-butan nebo horko-
vzdušná pistole). Pokud bude povrch smršovací trubičky po
smrštění matný, znamená to, že trubička byla smrštěna při teplotě
vyšší než 200 °C a spoj nelze považovat za bezpečný!
•
Smršování provádíme od středu dutinky ke kraji tak, aby přeby-
tečné lepidlo vždy mohlo vytéct na krajích spojky.
•
Plášová smršovací trubička musí překrývat na obou stranách
spojky pláš kabelu v minimální délce 20 mm.
4. Pracovní postup
•
Přerušený kabel v podlaze vždy v dostatečné délce odkryjeme
(vysekáme) cca 400 mm, aby se mohla provést dvojitá spojka.
Kabel důkladně očistíme.
•
Konce kabelů odizolujeme, nasuneme smršovací trubičky.
(obr.
1)
•
Zalisujeme dutinky.
(obr. 2)
•
Přetáhneme přes spoj smršovací trubičku 6/2.
(obr. 3)
•
Trubičky rovnoměrně smrštíme a po vychladnutí rovnoměrně
nasuneme plášovou smršovací trubičku a smrštíme ji.
(obr. 4)
•
Spojka je hotova, necháme ji vychladnout. Po vychladnutí můžeme
přejít na výrobu druhé spojky dle stejného postupu.
(obr. 5)