Obrábění axiálně (dokončení), 4 úb ěrové cykly – HEIDENHAIN SW 54843x-02 Uživatelská příručka
Stránka 155
HEIDENHAIN MANUALplus 620
155
4.4 Úb
ěrové cykly
Obrábění axiálně (dokončení)
Zvolte Úběrové cykly axiálně/radiálně
Zvolte Axiální obrábění
Současně zapněte softtlačítko Dokončení
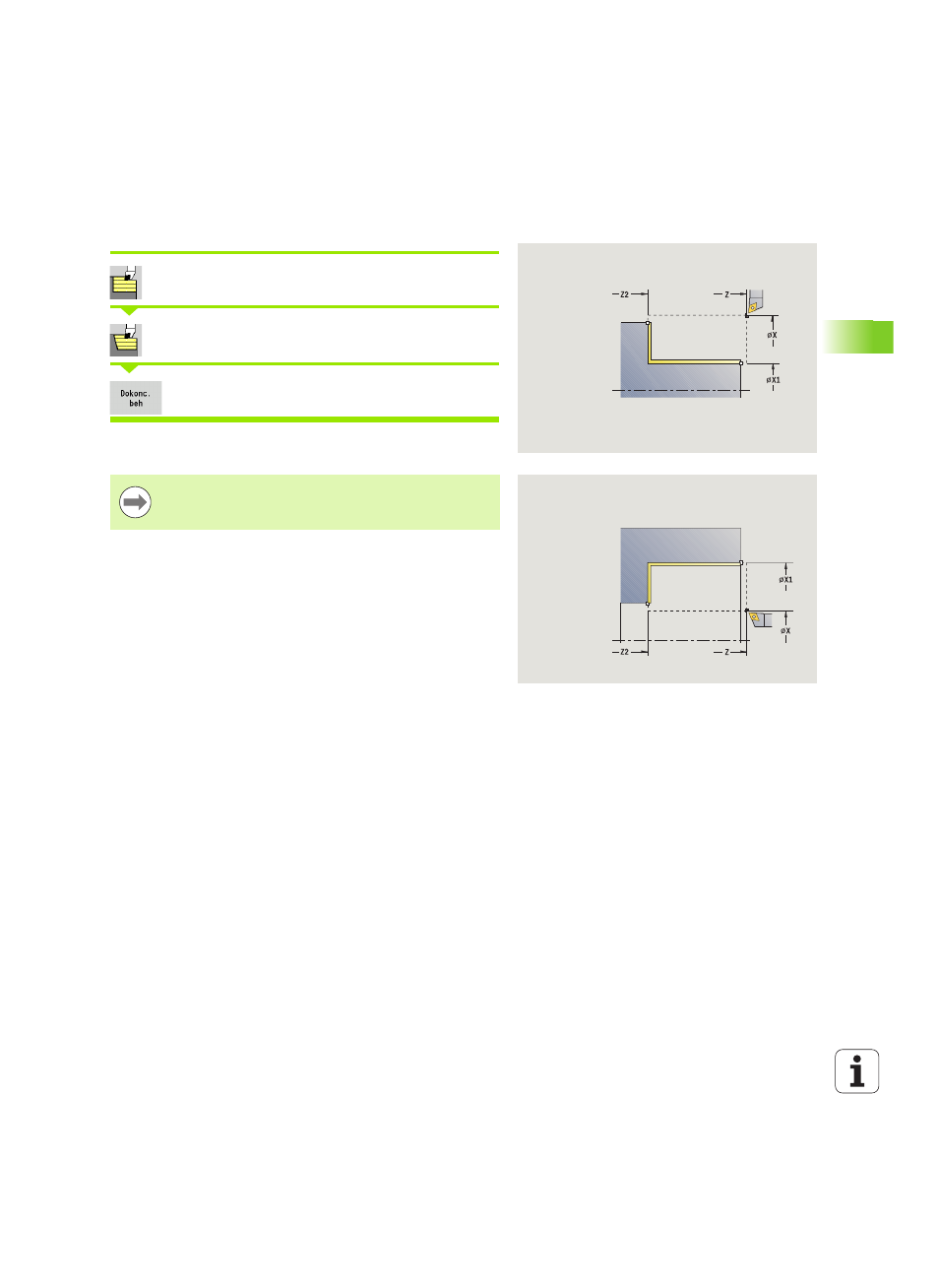
Tento cyklus dokončuje část obrysu od Výchozího bodu obrysu X1 do
Koncového bodu obrysu Z2.
Druh obrábění pro přístup k databance technologických dat: Obrábění
načisto
Provedení cyklu
1 jede radiálně ze startovního bodu do Výchozího bodu X1
2 dokončí nejprve v axiálním a pak v radiálním směru
3 jede v axiálním směru zpět do startovního bodu
4 jede podle nastavení G14 do bodu výměny nástroje
Nástroj odjede na konci cyklu zpět do startovního bodu.
Parametry cyklu
X, Z
Startovní bod
X1
Výchozí bod obrysu
Z2
Koncový bod obrysu
G14
Bod výměny nástroje (viz strana 126)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.
MFE
M na konci: M-funkce, která se provede na konci obráběcí
operace.
WP
Indikace které vřeteno s obrobkem bude zpracovávat
cyklus (závisí na stroji)
Hlavní pohon
Protivřeteno pro obrobení zadní strany